
Gratifikationen versus Prämie - Prämienzahlung an Mitarbeiter einfach erklärt
letzte Änderung:
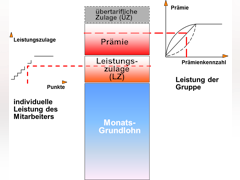
Die Prämienzahlung ist Teil der Mitarbeiterführung. Der Unterschied zwischen Prämie und Gratifikation ist relativ simpel. Eine Prämie (auch Bonus genannt) ist eine zusätzlich gewährte Leistung zum Gehalt. Diese ist in der Regel an die individuelle Leistung des Mitarbeiters, der Abteilung oder des Unternehmens gekoppelt.
Die Prämie kann eine freiwillige, aber auch eine verpflichtende Leistung des Arbeitgebers sein. Handelt es sich um eine Verpflichtung, ist diese entweder im Arbeitsvertrag, in einer Vertragsergänzung, in einem Tarifvertrag oder einer Betriebsvereinbarung geregelt. Liegt keine Verpflichtung vor und zahlen Arbeitgeber dennoch regelmäßig eine Prämie, müssen sie vorsichtig sein. Denn wenn ein Betrieb ohne eine vertragliche Regelung vorbehaltlos drei Jahre in Folge eine Prämie oder einen Bonus auszahlt, liegt eine sogenannte betriebliche Übung vor. Das heißt, der Arbeitgeber muss aufgrund des Vertrauensschutzes die Prämienzahlung fortführen, da die Mitarbeiter einen Anspruch darauf haben. Und aufgrund des arbeitsrechtlichen Gleichbehandlungsgrundsatzes muss darauf geachtet werden, dass bei einer Prämienzahlung ohne sachlichen Grund* alle vergleichbaren Mitarbeiter berücksichtigt werden.
Im Gegensatz dazu ist eine Gratifikation eine einmalige Sonderleistung (z.B. Weihnachtsgeld, freiwillig gezahltes Urlaubsgeld). Die wird im Regelfall eingesetzt, wenn ein Betrieb das Verhalten seiner Mitarbeiter belohnen möchte. Daher ist eine solche nicht an die Leistung eines Mitarbeiters gekoppelt.
Unternehmen sollten generell bei der Zahlung von Prämien oder Sonderleistungen darauf achten, dass ihre Arbeitsverträge oder Betriebsvereinbarungen den ausdrücklichen Hinweis beinhalten, dass die Zahlung nur auf freiwilliger Basis erfolgt. Ansonsten ist es zu einem späteren Zeitpunkt rechtlich schwer, diesen zusätzlichen Lohnbestandteil zu kürzen oder zu streichen. Das geht dann nur über eine Änderungskündigung.
Allerdings kann es mit diesem Freiwilligkeitsvorbehalt vor Gericht auch problematisch werden. Das Bundesarbeitsgericht (BAG) hat in einem Urteil (Az.: AZR / entschieden, dass nur ein arbeitsrechtlich vereinbarter und vor allem wirksamer Freiwilligkeitsvorbehalt den gewünschten Erfolg erzielen kann. Das heißt, Mitarbeiter haben nur dann keinen Rechtsanspruch auf zukünftige Prämien oder Sonderleistungen, wenn diese unter einem wirksamen Freiwilligkeitsvorbehalt stehen.
Ein Urteil des Arbeitsgerichts Köln könnte in diesem Zusammenhang ebenfalls von Interesse sein: Ein Mitarbeiter nahm nicht an der betrieblichen Weihnachtsfeier teil und kam so auch nicht in den Genuss der Prämie. Denn der Arbeitgeber schenkte allen anwesenden Arbeitnehmern ein iPad mini.
Der Grund für diese Aktion? In der Vergangenheit nahmen von den rund Mitarbeitern nur wenige an den Betriebsfeiern teil. Daher überlegte sich der Arbeitgeber, die Mitarbeiter mit einem iPad zu "ködern". Die an der betrieblichen Weihnachtsfeier teilnehmenden Mitarbeiter erhielten also das Gerät.
Ein nicht an der Feier teilnehmender Arbeitnehmer (er war zum Zeitpunkt der Feier arbeitsunfähig) forderte das iPad mini ebenfalls ein. Als der Arbeitgeber sich jedoch weigerte, ging der Mitarbeiter vor Gericht. Denn er war der Meinung, dass ihm das Gerät einerseits aufgrund des Gleichbehandlungsgrundsatzes zustand, andererseits, weil er es als Vergütungsbestandteil betrachtete.
Die Richter folgen seiner Meinung nicht, denn das Unternehmen belohnte mit dem Gerät das freiwillige Mitarbeiterengagement außerhalb der Arbeitszeit. Somit war es nicht Bestandteil der Vergütung. Deshalb war es für den Arbeitgeber auch möglich, die Mitarbeiter unterschiedlich zu behandeln.
*Beispiel zu: Ohne sachlichen Grund
Generell darf der Arbeitgeber bei der Weihnachtsgratifikation seine Mitarbeiter untereinander nicht ohne besondere sachliche Gründe schlechter stellen. Denn der arbeitsrechtliche Gleichbehandlungsgrundsatz gilt auch für Sonderzahlungen und somit auch beim Weihnachtsgeld.
In der Vergangenheit haben viele Unternehmen das Weihnachtsgeld pauschal gekürzt oder in Gänze gestrichen. Andere Unternehmen greifen dagegen zu neuen Methoden: Sie versuchen, die Auszahlung des Weihnachtsgeldes der Höhe nach zu differenzieren. Ein einzelner Mitarbeiter oder eine ganze Arbeitnehmergruppe bekommt dann ein höheres . Monatsgehalt genehmigt als alle anderen.
Dieses Unterfangen ist für Arbeitgeber jedoch riskant, denn das deutsche Arbeitsrecht setzt enge Grenzen. So darf es Ausnahmen vom Gleichbehandlungsgrundsatz nur dann geben, wenn "in der Sache" eine Ungleichbehandlung gerechtfertigt ist. Wird also eine Gruppe von Arbeitnehmern von einer solchen Leistung ausgenommen, muss dies durch sachliche Kriterien gerechtfertigt sein. Die Juristen sagen, es muss vom Zweck der Leistung gedeckt sein. Der Zweck ergibt sich aus tatsächlichen und rechtlichen Voraussetzungen. Beispielsweise deutet eine Kürzung wegen Krankheit auf eine Anwesenheitsprämie hin. Weiterhin darf auch die Betriebstreue honoriert werden. Verfolgt ein Arbeitgeber alle oder mehrere dieser Zwecke, darf er nicht solche Arbeitnehmer von der Leistung ausnehmen, die die verfolgten Ziele auch erfüllen.
Was bedeutet aber "in der Sache"? Generell muss der Arbeitgeber alle Mitarbeiter gleich behandeln. Haben jedoch einzelne Arbeitnehmer besondere, herausragende Qualifikationen, die ihnen unter Umständen sogar eine besondere Bedeutung, also Nachfrage auf dem Arbeitsmarkt verschaffen, rechtfertigt das in der Sache eine Besserstellung auch beim Weihnachtsgeld.
Der Arbeitgeber soll auf diese Weise die Möglichkeit erhalten, sie besonders an das Unternehmen zu binden und zu motivieren. Die Differenzierung darf jedoch nicht soweit gehen, dass Einzelnen oder ganzen Gruppen in einem Unternehmen das Weihnachtsgeld vorenthalten wird, während es andere erhalten. Lediglich Unterschiede in der Höhe sind gerechtfertigt, so sie denn auf sachliche Kriterien fußen.
Kaizen (Kontinuierlicher Verbesserungsprozess, KVP)

letzte Änderung:
Eine Methode zur Verbesserung der Wettbewerbssituation durch die kontinuierliche Umsetzung kleiner, kostengünstiger und durch die Mitarbeiter initiierte Verbesserungsmaßnahmen.
Kaizen (vom japanischen: KAI = Veränderung; ZEN = das Gute) bezeichnet sinngemäß den Ersatz des Guten durch das Bessere. Basis hierfür sind gelebte, ständige, kontinuierliche Verbesserungmaßnahmen, die in kleinen Schritten Prozess-, Produkt- und Servicequalität steigern, wie z.B. auch von der ISO im Qualitätsmanagement gefordert wird.
In Kaizen werden alle Mitarbeiter eingebunden und durch Schulungen dazu befähigt Probleme zu erkennen und eigene Detaillösungen (kleine Schritte) zu entwickeln, die dann zeitnah umgesetzt werden. Dies führt zu einem Kulturwandel im Unternehmen. Kaizen baut auf standardisierten Abläufen, Ordnung und Sauberkeit, einem visuellen Management und ggf. auf einem vorhandenen betrieblichen Vorschlagswesen auf und entwickelt aus diesen Elementen durch deren konsequente und dauerhafte Anwendung ein eigenes betriebliches „Lebensgefühl“ oder „Betriebsklima“.
Ziele
Bisher
- Mitarbeiter sind häufig unzufrieden mit ihrer Arbeit
- Das Unternehmen sind „die da oben“
- Produktivitätssteigerungen durch große Innovationen
- (EndQualitätskontrolle erkennt fehlerhafte Produkte und bearbeitet diese nach
- Hohe Bestände im Unternehmen, Kommunikation kaum überBereichsgrenzen hinweg
- Kein „Wir Gefühl“
Zukünftig
- Stolz der Mitarbeiter auf ihre Arbeit
- Gefühl einer Mission im Unternehmen
- Höhere Produktivität durch laufendes Optimieren der Prozesse/Tätigkeiten
- Null-Fehler durch eine fehlervermeidende Prozessgestaltung und hohes Qualitätsbewusstsein
- JIT Produktion oder zumindest weitgehender Abbau von Beständen durch eine verbesserte Kommunikation
- Jeder ist für den Erfolg des Unternehmens verantwortlich
- Verbreitung der Kundenorientierung
Vorgehen bei der Umsetzung
Voraussetzungen
- Das gesamte Management muss sich zu Kaizen bekennen und die Mitarbeiter bei der Durchführung uneingeschränkt unterstützen.
- Durch kurze und nachvollziehbare Entscheidungswege muss die Möglichkeit geschaffen werden KVP-Vorschläge zeitnah umzusetzen (Erfolgserlebnis für den Mitarbeiter).
- Kaizen benötigt Ideen und Wissen der Mitarbeiter, die nur kooperieren, wenn sie eine Arbeitsplatzsicherheitsgarantie haben.
- Einfache Kennzahlen (Nachvollziehbar für die MA) sollten für die Formulierung von Zielen und die Bewertung der Ergebnisse genutzt werden.
- Bei den Beteiligten muss das Bewusstsein bestehen, dass die derzeitige Situation Schwächen (Qualität, Service, Kosten) aufweist
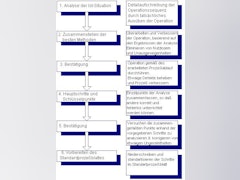
1. Schritt: Vorbereitende Maßnahmen
- Umsetzung der 5S.
- Erstellen standardisierter Arbeitsanweisungen für alle Vorgänge.
- Visuelle Darstellung der aktuellen Situation durch Anzeigetafeln in der Produktion.
- Einführung eines betrieblichen Vorschlagswesens mit Anreizen für die besten Ideen, um die MA in der Breite ohne Druck auf das Thema Verbesserungen anzusprechen und zu sensibilisieren.
2. Schritt: Pilotphase
- Beginn mit kleineren, freiwilligen „Expertenteams“, die ausführlich geschult werden (soziale Kompetenz, PDCA, 7A…) und einige Kaizen-Pilotprojekte erarbeiten und umsetzen, die dann im Betrieb präsentiert werden.
3. Schritt: Ausweitung von Kaizen auf das Unternehmen
- Schulungen weiterer Mitarbeiter (abteilungsweise) in Methoden- und Sozialkompetenz.
- Teammitglieder des ersten Expertenteams leiten jeweils eine kleinere Kaizen-Gruppe.
- Wöchentliche Kaizen-Gruppen-Meetings, bei denen gemeinsam Vorschläge in der Produktion diskutiert und ausprobiert werden.
- Fortschrittstafeln zeigen die aktuellen Gruppenprojekte und -ergebnisse und dienen zum einen als direktes Feedback der guten Arbeit (Motivation), zum anderen regen sie einen Wettbewerb zwischen Gruppen an.
- Regelmäßige Schulungen und Veranstaltungen (Firma mietet regelmäßig eine Kegelbahn, Produktivitätsfest wenn ein gewisser Wert erreicht ist u.v.m.) um Wissen und Motivation der MA dauerhaft zu erhalten.
Der PDCA-Kreis das Konzept hinter KVP
Im Grunde ist Kaizen nichts anderes als das kontinuierliche Drehen des PDCA Kreises oder anders ausgedrückt, Kaizen wird durch das ständige wiederholen des PDCA Kreises erreicht.
Ein wahrgenommenes Problem kann mittels des PDCA-Zyklus (Deming-Rad) systematisch angegangen und gelöst werden, Verschwendungen werden eliminiert. Das Vorgehen erfolgt in vier Schritten:
- Plan (Analyse),
- Do (Maßnahmenableitung und -umsetzung),
- Check (Kontrolle) und
- Act (Standardisierung).
Plan: Quantitative Beschreibung der Ausgangssituation Zunächst wird die
Situation - möglichst in Daten - beschrieben und die darin offensichtlichen
Probleme abgeleitet. Auf Basis der Daten werden der Zielzustand und
Maßnahmenpakete erarbeitet und vereinbart, d.h. wer, was bis wann zu tun hat.
Do: Die Lösung wird probeweise umgesetzt
Check: Nach Umsetzung wird durch Soll-Ist Vergleich geprüft ob das neue Vorgehen besser ist, als das bisherige.
Act: Die neue Vorgehensweise wird allgemeinverbindlich (wenn erfolgreich), ggf. standardisiert und der
Prozess PDCA beginnt von neuem.
Einschränkung: Können Ausgangs- oder Zielsituation nicht wertmäßig erfasst werden, ist ein Vergleich der Vorteilhaftigkeit schwierig und zweifelhaft.
Probleme in der Praxis
Kaizen wird in vielen Unternehmen eingeführt und kurzfristig etabliert. Nach kurzer Zeit entstehen jedoch steigende Mobilisierungs- und Motivationsprobleme, die zu einem einstellen führen. Ursächlich hierfür sind vor allem das nachlassende Engagement sowohl im Management als auch bei den Mitarbeitern.
Ursachen dafür sind:
- Mangelnde Rückendeckung/Unterstützung von Seiten des Top-Managements
- Fehlender Erfahrungsaustausch zwischen Kaizen-Gruppen
- Kein strukturierter und sichtbarer Kaizen-Ansatz im Unternemen (keine visuelle Darstellung)
- Fehlende Zielvereinbarungen
- Organisatorische Änderungen, denen die Kaizen-Gruppen nicht folgen
- Keine Fortführung der regelmäßigen Methodenschulungen
- Keine zeitweise Freistellung für Kaizen-Maßnahmen (extra Zeit für Kaizen)
- Fehlende Anerkennung für Leistungen
- Hierarchische Organisationsstrukturen verhindern, dass „normale Mitarbeiter“ ihre Ideen einbringen
Um dauerhaft Kaizen zu erhalten, empfiehlt sich die Umsetzung von Kamishibai.
Kamishibai enthält auf einer Karte alle Elemente eines Orts im Werk (Insel, Linie, Lager), d.h. eine kurze Nennung aller wesentlichen Prozessschritte dort. Die Kamishibai-Karte wird direkt vor Ort aufgehängt. Der Manager muss nun alle 2/4/8/ Wochen (je nach Ausgestaltung) die Prozesse auditieren die auf der Karte stehen und sich selbst mit dem Ort beschäftigen und kann so Verbesserungen anstoßen. Die Ergebnisse werden in einem Management-Raum für Kamishibai, oder besser noch unmittelbar im Shopfloor präsentiert. Das nicht ausfüllen und entnehmen einer Karte fällt so in der Produktion und im Management auf. Neue Karten werden anschließend verteilt.
Merkmale
- Jeder macht bei Kaizen mit!
- Jeder Vorschlag wird anerkannt, geprüft und zeitnah umgesetzt, wenn er einen positiven Beitrag leistet.
- Steigert die (vom Kunden wahrgenommene) Qualität der Prozesse und Produkte nachhaltig.
- Verbesserung durch kleine Schritte, statt durch Innovationssprünge.
- Sauberkeit, Standardisierung und Visualisierung sind Voraussetzungen für Kaizen, da nur dann Probleme sichtbar werden.
- Kaizen beginnt in der Einstellung und Motivation jeden Mitarbeiters und ist ein Wandel von Innen, der nur mit der Belegschaft durchgeführt werden kann.
- Die Führungskräfte einschließlich der Oberen Ebene geht mit sichtbaren guten Beispielen voran
Implementierungshinweise
- Da die Motivation und Beteiligung der Mitarbeiter zentral sind, müssen diese für Kaizen „begeistert“ werden. Neben hoher betrieblicher Wertschätzung und Anerkennung eignen sich „Belohnungen“ für das Erreichen von Zielen oder die Teilnahme an Kaizen.
- Kaizen anzustoßen ist verhältnismäßig einfach, Kaizen zu leben erfordert aber kontinuierliche Anstrengungen des Managements. Die Mitarbeiter müssen laufend in neuen Tools geschult werden (JIT, Kanban, 7A…) damit weitere Potentiale erschlossen werden können. Es hat sich jedoch bei den Methoden die Maxime bewährt: Das Problem zieht die Methode! Eine weitere häufig missachtete aber durchaus kostengünstige sowie praktikable Methode ist der GMV = Gesunder Menschenverstand.
Lebensphasenorientierte Personalarbeit

letzte Änderung:
Überblick
Lebensphasenorientierte Personalarbeit soll ganzheitlich und nachhaltig den einzelnen Beschäftigten fördern - und fürs Unternehmen erhalten. Mitarbeiter erhalten je nach Lebenslage individuelle Unterstützung, seien sie Eltern, Singles, kurz vor der Rente oder Berufseinsteiger.
Frauenquoten und künftig vielleicht auch Seniorenquoten sollen helfen, bestimmte Gruppen in Belegschaften besonders zu unterstützen und zu stärken - auch mit dem Ziel, die ausreichende Versorgung mit geeigneten Arbeitskräften fürs Unternehmen insgesamt sicherzustellen. Über Quoten lässt sich herrlich streiten. Eines aber ist sicher: Es kommt jeweils immer nur die betreffende, ausgewählte Mitarbeitergruppe in den Genuss der Quotenförderung.
Dagegen wirkt ein anderer Ansatz, der derzeit verstärkt ins Blickfeld rückt, ganzheitlicher und nachhaltiger: die lebensphasenorientierte Personalarbeit. Die Mitarbeiter erhalten dabei je nach Lebenslage individuelle Unterstützung - seien sie junge Eltern, Singles mit Ehrenamt, kurz vor der Rente oder Berufseinsteiger.
Die Vorteile: Höhere Zufriedenheit und Motivation
Auf wissenschaftlicher Seite hat unter anderem das Institut der deutschen Wirtschaft Köln (IW) das Thema aufgegriffen und den Leitfaden "Personal-Kompass" dazu veröffentlicht. Er listet die Vorteile des Ansatzes auf: höhere Zufriedenheit, größere Motivation, stärkere Identifikation, geringere Fluktuation. Fazit: Die lebensphasenorientierte Personalarbeit ist ein wirksames Hilfsmittel gegen den Fachkräftemangel.
Die Systematik: Matrix aus Instrumenten und Lebensphasen
Das Institut für Beschäftigung und Employability (IBE) an der FH Ludwigshafen hat unter Ägide von Prof. Dr. Jutta Rump einen systematischen Überblick zum Thema entwickelt. Dieser kombiniert die Lebensphasen zusätzlich mit verschiedenen Berufsphasen und kommt so zu einer Matrix mit jeweils passenden Personalinstrumenten. Diese Zusammenführung von Lebens- und Berufsphasen bezeichnet man als "Matching".
Was genau aber sind eigentlich Lebens- und Berufsphasen? Das Leben eines jeden Menschen ist im privaten Bereich durch unterschiedliche Phasen gekennzeichnet. Zu diesen Phasen gehören im familiären Bereich die Elternschaft und Pflege, aber auch die Lebens- und Arbeitssituation des Partners und das soziale Netzwerk. Hinzu kommen Lebensphasen, in denen außerberufliches Engagement in Form von Ehrenamt, Hobby, Nebentätigkeit oder privat initiierter Weiterbildung eine wichtige Rolle für den Einzelnen einnimmt. Schließlich fordern Phasen mit Krankheit oder traumatischen Ereignissen ihren Tribut. Denn Beschäftigte geben ihre persönlichen Belange nicht am Werkstor ab, sondern tragen sie in ihr Erwerbsleben hinein.
Zu den relevanten Berufsphasen zählen der Einstieg ins neue Unternehmen, Perioden mit Führungsverantwortung und schließlich der Ausstieg. Sowohl Lebens- als auch Berufsphasen sind zum großen Teil altersunabhängig. Sie können sich wiederholen und erfolgen nicht zwangsläufig chronologisch. Zudem durchlaufen nicht alle Mitarbeiter alle Phasen.
Die Umsetzung in der Praxis: Führungskultur entscheidend
Bei der Umsetzung des Ansatzes in der Praxis bilden Unternehmenskultur und Führung das Fundament. Darauf aufbauend, lassen sich spezifische „Matches" für die Handlungsfelder Organisation, Personalentwicklung, Mitarbeitergewinnung, berufliche Werdegänge sowie Anreiz- und Motivationssysteme bilden.
Recruiting und Personalentwicklung
Unternehmen, die bei Mitarbeitergewinnung und Personalentwicklung ungezielt und oberflächlich vorgehen, haben es zunehmend schwerer. Mit Allgemeinplätzen lassen sich gute Leute kaum mehr locken. Geboten ist stattdessen ein passgenau ausgerichtetes Vorgehen.
Bei Arbeitnehmern ist eine wachsende Individualisierung zu beobachten: Sie wollen mittels spezifischer Maßnahmen und Instrumente sowohl im Rekrutierungsprozess als auch bei der Personalentwicklung dort abgeholt werden, wo sie stehen. Dies bedeutet für den Arbeitgeber: Die unterschiedlichen Lebens- und Berufsphasen, in denen sich Mitarbeiter und potenzielle Mitarbeiter befinden, müssen angemessen berücksichtigt werden.
Mitarbeitergewinnung
Menschen in unterschiedlichen Lebens- und Berufsphasen stellen spezifische Ansprüche an die Arbeitsumgebung und -bedingungen. Beispielsweise benötigen die einen eine gute Vereinbarkeit von Beruf und Familie, andere wollen die Möglichkeit, als Experte im Unternehmen Karriere zu machen. Dieses variierende Bedarfsspektrum gilt es, bei der Rekrutierung zu berücksichtigen. Insbesondere jüngere, gut qualifizierte Kräfte wissen um ihre Knappheit am Arbeitsmarkt undfordern immer offener bereits im Bewerbungsprozess eine ausgewogene Balance zwischen privaten und beruflichen Belangen.
Für das Employer Branding ist es daher entscheidend, wie sich ein Arbeitgeber in Bezug auf eine lebensphasenorientierte Personalpolitik präsentiert - nach innen wie nach außen. In der Außenwirkung sollte das bewusste Bekenntnis zur lebensphasenorientierten Personalpolitik das Bild des Unternehmens in der Öffentlichkeit prägen und zudem ausdrücklich Gegenstand von Stellenausschreibungen sein.
Personalentwicklung
Die lebenphasenorientierte Personalentwicklung muss Perspektiven aufzuzeigen und Unterstützung bieten, um auch über eine verlängerte Lebensarbeitszeit hinweg beschäftigungsfähig zu bleiben. Dabei sollte die Initiative sowohl vom Arbeitgeber als auch von den Beschäftigten selbst ausgehen. Sie kennen ihren spezifischen Bedarf am besten.
Drei Prinzipien sind zu berücksichtigen.
Erstens: Es sollte eine ermutigende Lernkultur vorherrschen, die lebenslanges Lernen fördert und die Mitarbeiter motiviert.
Zweitens: Im Sinne einer Zielgruppendifferenzierung müssen die Lebensphasen, Qualifikationen, Stärken, Präferenzen und Interessen, Lebensläufe, Aufgabenbereiche und -inhalte der Beschäftigten verstärkt Berücksichtigung finden.
Drittens: Außer fach- und branchenbezogenen Inhalten sind vermehrt überfachliche Kompetenzen zu vermitteln - diese können durchaus auch in Bezug zum privaten Bereich stehen, etwa Familienphase oder Ehrenamt.
Per Gießkannenverfahren wird es Unternehmen künftig nicht mehr gelingen, die gewünschten Arbeitskräfte, die ihnen ihre Wettbewerbsfähigkeit sichern, an sich zu binden und beschäftigungsfähig zu halten. Ein gezieltes, individualisiertes Vorgehen wird immer mehr zur Notwendigkeit.
Vergütungssysteme
Oft basieren Vergütungssysteme in Unternehmen auf dem Senioritätsprinzip. Die demografischen Herausforderungen könnten das ändern. Im Wettbewerb um Leistungsträger wird sich das bessere Anreiz- und Motivationssystem durchsetzen - Cafeteria-Systeme haben hierbei gute Karten.
Ein Blick auf die Vergütungspraxis zeigt, dass gegenwärtig nicht Lebensphasen die Strukturen bestimmen, sondern das Senioritätsprinzip - also letztlich schlicht das Lebensalter. Doch vor dem Hintergrund des demografischen Wandels werden neue, lebensphasenorientierte Vergütungsmodelle immer wichtiger, die für die Beschäftigten einen hohen Anreiz darstellen und sie damit stärker ans Unternehmen binden.
Cafeteria-Konzepte, nicht Rundum-sorglos-Angebote
Bei einem lebensphasenorientierten Vergütungssystem geht es nicht darum, Rundum-sorglos-Pakete zu schnüren. Vielmehr steht im Vordergrund, ein derartiges System bedarfs- und personenorientiert auszurichten, insbesondere in Bezug auf die betrieblichen Sozial- und Zusatzleistungen. So liegt es nahe, ein Cafeteria-Konzept in Verbindung mit einem lebensphasenorientierten Personalmanagement zu implementieren. Bei einem solchen Cafeteria-Ansatz ist es dem Beschäftigten selbst überlassen, wie er oder sie unter der Prämisse der Kostenneutralität zwischen verschiedenen Entgeltbestandteilen wählt - wie bei einem Tablett in der Cafeteria.
Paketlösungen oder komplette Flexibilität
Aus Gründen der Verwaltungsvereinfachung bieten Unternehmen nicht selten verschiedene und in sich geschlossene Sozialleistungspakete zur Auswahl an, etwa ein Paket „Gesundheitsprävention" (Medizinischer Check-up, Zusatzversicherung) oder ein Paket „Finanzielle Vorsorge" (Vermögensbeteiligung, Unfall- und Lebensversicherung).
Aus Sicht der Beschäftigten sind im Paketangebot die individuellen Bedürfnisse weniger leicht abzubilden, sodass diese eher sogenannte flexible Benefitsysteme präferieren werden. Diese lassen Mitarbeitern mehr Spielraum bei der Gestaltung. Dazu zählen vor allem die Wahl zwischen unterschiedlichen Versicherungsarten sowie eine Ausdehnung auf die Verrechnung von Urlaubstagen, Arbeitszeiten, anderen Sozialleistungen und Direktentgelt. Zudem können bestimmte Vergütungsbestandteile in die betriebliche Altersversorgung eingestellt werden.
Es gilt, die Balance zu finden zwischen einem hohen Grad der Anpassbarkeit und einer möglichst kosteneffizienten Abwicklung.
Auch immaterielle Vergütung ist wichtig
Bei allen Modellvarianten sollten materielle und immaterielle Komponenten bedacht werden. So könnte ein Beschäftigter zum Beispiel entscheiden, ob er anstatt zwei Tagen Sonderurlaub anlässlich einer Eheschließung - von denen er eventuell nur einen Tag wirklich benötigt - zu einem anderen Termin den restlichen Urlaubstag nehmen möchte, oder ob er sich anstelle einer Entgeltprämie steuerbegünstigt Beiträge zu einer Direktversicherung vom Unternehmen einzahlen lässt.
Befragungen zeigen, dass sich Beschäftigte von ihrem Arbeitgeber finanzielle Anreize ebenso wünschen wie die Wertschätzung ihrer Tätigkeit, herausfordernde Aufgaben und die Möglichkeit, Lebensphasen und Berufsphasen zu vereinbaren. Aus den vielfältigen Möglichkeiten, die sich im Bereich der Vergütungssysteme bieten, gilt es, die für das Unternehmen in seiner aktuellen Situation passendsten Instrumente auszuwählen.
Arbeitszeitgestaltung
Mehr Gestaltungsmöglichkeiten und Flexibilität bei der Einteilung der Arbeitszeit - das ist der Königsweg hin zu einer auf Lebensphasen ausgelegten Beschäftigung. Hier sind Mitarbeiter sehr empfindlich, andererseits aber auch offen und dankbar für Entgegenkommen und Spielräume.
Vor allem wünschen sich viele Erwerbstätige, die beruflichen Verpflichtungen besser mit den familiären vereinbaren zu können. Viele plädieren zudem für die Herabsetzung der Arbeitszeit ab einem bestimmten Lebensalter. Flexible Arbeitszeiten, wie Gleitzeit, Teilzeit, Jahres-, Lebens- oder Arbeitszeitkonten, Freistellungsregelungen wie Sonderurlaub oder ein Sabbatical, bieten die Chance, all diese Anforderungen aus Sicht der Betriebe und der Beschäftigten zu vereinbaren.
Ein wichtiges Instrument hierbei sind Lebensarbeitszeitkonten. Sie funktionieren nach einem simplen Grundprinzip: heute ansparen - bei Bedarf nutzen. Das Entgelt für einen Teil der geleisteten Arbeit wird nicht unmittelbar ausbezahlt, sondern später in Form von bezahlter Freistellung genutzt, wobei diese nach den Regeln des Sozialgesetzbuchs eine sogenannte vorruhestandsnahe Freistellung oder eine zwischenzeitliche Auszeit wie etwa ein Sabbatical für Weiterbildung sein kann.
Mehr als ein Übergang zur Rente
Lebensphasenorientierte Arbeitszeitgestaltung heißt aber nicht nur, die Übergänge vom Erwerbsleben in die Rente zu organisieren. Während des gesamten Arbeitslebens ist die Zeitgestaltung besser auf das individuelle Leistungsvermögen und die Leistungsbereitschaft abzustimmen. Gleitzeitsysteme haben dabei zuletzt vielerorts Karriere gemacht und sind etabliert. Wahlarbeitszeiten, wie sie die Firma Trumpf im Jahr eingeführt hat, sind hingegen noch die Ausnahme. Ausbaufähig sind weiterhin flexible Pausenregelungen und intelligente Schichtsysteme, die Nachtschichten insbesondere für Ältere reduzieren, wenn nicht ausschließen.
Auch die Arbeitsorganisation anpassen
Entscheidend ist aber darüber hinaus auch die Anpassung der Arbeitsgestaltung und der Arbeitsorganisation - Stichwort Mischarbeit. Zunächst ist hier das Instrument des Arbeitsplatzwechsels zu nennen: Mehrere Beschäftigte rotieren auf mehreren Arbeitsplätzen mit unterschiedlichen Aufgaben vergleichbarer Qualifikationsanforderungen.
Auch Tandembildung und Mentoring sind entscheidende Instrumente, die hochindividuell in bestimmten Lebens- und Berufsphasen eingesetzt werden können, insbesondere vor dem Hintergrund der älter werdenden Belegschaften. Beim Mentoring, das gerade in Führungskreisen Anwendung findet, gibt eine erfahrene Person ihr Wissen und ihre Fähigkeiten an eine noch weniger erfahrene Person weiter. Ähnliches gilt für die Tandembildung zwischen Jung und Alt - Stichwort Wissenstransfer.
Die Teamarbeit ist ebenfalls stärker in den Fokus zu rücken. Verteilung der Arbeitsaufgaben, Ausführung, Zeitdisposition, Einarbeitung neuer Kollegen und Urlaubsplanung liegen innerhalb eines Rahmens in der Verantwortung der Gruppe. Alle Rückmeldungen zur Einführung von Gruppenarbeit in den Betrieben zeigen, dass damit die Arbeitszufriedenheit deutlich wächst.
Neben den geistigen, mentalen Veränderungen ist auch möglichst viel körperliche Bewegung in die Arbeit zu integrieren. Also ist wieder Mischarbeit gefragt: Die Anreicherung und Erweiterung der Bildschirmarbeit mit Telefonieren (im Stehen) oder strukturierte Besprechungen an Stehtischen.
Partizipation nicht vergessen
Bei alledem darf die Förderung der Selbstverantwortung der Beschäftigten nicht vergessen werden. Dies gelingt in einer Unternehmenskultur, in der die Partizipation in allen Fragen der Arbeitsorganisation und Arbeitsplatzgestaltung selbstverständlich ist.
Quelle: Haufe Verlag; Institut der deutschen Wirtschaft Köln (IW); Institut für Beschäftigung und Employability (IBE);
Der Managerrundgang

letzte Änderung:
Der Managerrundgang
Firmen in ganz Japan nützen eine Praxis mit dem Namen „Manager’s Walk“. Er ist ein wichtiger Faktor bei der Führung von Verbesserungsbemühungen.
Werksleiter gehen jeden Tag zur selben Zeit durch das Werk. Für jeden Rundgang wird jeweils ein anderes Thema wie „Verschwendung von Bewegung“ oder „Gründe von Mitarbeiterfluktuation“ ausgewählt. Der Werksleiter trifft sich mit jedem Abteilungsleiter oder Meister, stellt Fragen und gibt Gelerntes weiter. Zum Beispiel wenn der erste Meister in der ersten Abteilung eine Methode zum Vermindern unnützer Bewegung hat, hört der Manager zu und diskutiert die Idee. Dann geht der Manager zur nächsten Abteilung, stellt dieselbe Frage und gibt weiter was er vorher gelernt hat. Das ist ein sehr wirkungsvoller Prozess, um zu lernen und Information weiterzugeben.
Die Kernelemente
Die Macht sitzt an der Spitze. Der Leiter hat das Budget und die Macht, um Veränderung in das Werk zu bringen. Wenn ein Manager etwas für wichtig hält, werden es andere unterstützen. Wenn er etwas vernachlässigt, gibt es eine Tendenz auch bei anderen, es zu ignorieren.
Der Manager stellt Fragen, um zu lernen. Fragen sollten vorher vorbereitet werden aber Raum für Spontaneität lassen. Statt wie ein Lehrer nach etwas zu fragen, was dieser bereits weiss, stellt der Manager Fragen, für die die Antworten noch nicht bekannt sind:
a. Wie benutzen wir Qualitätsregelkarten?
b. Warum sind sie wichtig?
c. Beachten die Mitarbeiter sie?
d. Sind sie aktuell?
e. Wer hält sie auf Stand?
f. Gibt es Probleme damit?
g. Was denken die Mitarbeiter über das Ideensystem?
h. Was sind die Probleme damit?
i. Wie können wir das System verbessern?
j. Welcher Anteil der Mitarbeiter schreibt Vorschläge?
k. Wie können wir mehr Ideen umsetzen?
Der Manager hört sorgfältig zu. Das ist kein Dialog. Der Manager möchte lernen und lernt durch Zuhören, durch Sammeln von Information. Der Manager hört aufmerksam, ohne Beurteilung. Er gesteht dem Vortragenden zu, der Experte zu sein, hebt gute Ideen hervor und – um mögliche Verbesserungsfelder auzulösen – stellt er Fragen wie:
a. Was sind Ihre Ziele bei diesem Thema?
b. Wie machen wir die Ziele für jeden sichtbar?
c. Wer ist für ihre Pflege verantwortlich?
d. Wie oft werden sie aktualisiert?
Der Vorgesetzte wird dann ermuntert, durch seinen Bereich zu gehen, den Mitarbeitern Fragen über dasselbe Gebiet zu stellen und ihnen Informationen zum Thema weiterzugeben.
Am Ende des Rundgangs sollte der Manager die gelernten Ideen zusammenfassen und weitergeben, indem er die gesammelten Informationen auf einer Tafel aufhängt oder in einen Newsletter schreibt. Die Mitteilung sollte enthalten:
a. Was wurde gelernt?
b. Welche Bereiche können verbessert werden?
c. Welche Dinge können hervorgehoben werden?
d. Welche weiteren Schritte sollten unternommen werden?
e. Zeit und Datum für die weiteren Schritte,
f. Wie werden sie kommuniziert?
Wenn der Werksleiter Interesse zeigt an dem,was getan wird, werden die Führungskräfte und Mitarbeiter das unterstützen indem die Karten benutzt und aktuell gehalten werden. Wenn der Werksleiter kein Interesse zeigt, werden die Karten meist nicht benutzt und aktuell gehalten. Ich war in vielen Werken mit Regelkarten, aber sie sind nicht aktuelle, die meisten Mitarbeiter ignorieren sie und sie verlieren ihre ursprüngliche Bedeutung.
Die Auswahl eines Themas oder eines Problemgebietes hilft den Mitarbeitern passende Ideen zu finden statt Allgemeinplätzen. Erzeuge deshalb für jeden Rundgang ein gesondertes Thema wie zum Beispiel:
• Ideen zur Arbeitssicherheit,
• Besserer Kundendienst,
• Bessere Kommunikation,
• Eine spezielle Maschine,
• Beleuchtung,
• Gerüche,
• Temperatur,
• Wie werden Dinge gelagert,
• Transport,
• Gesundheit,
• Luftqualität,
• Mögliche Gefahren,
• Erkrankungen durch einseitige Belastung,
• Telefonprozeduren,
• Vergeudetes Papier,
• Überschüssige Bestände,
• Bewegungsabläufe,
• Ein besserer Weg, um Sachen zu tun.
Die Themen sind unendlich.
Der Manager wird zum wandelnden Vorschlagskasten. Indem er dahin geht, wo die
Mitarbeiter arbeiten und sie um Hilfe fragt. Der Manager hat gesteht den Mitarbeitern zu, Empfehlungen zu geben. Es ist wichtig, die Mitarbeiter wissen zu lassen, dass sie die meisten Ideen umsetzen. Es ist wesentlich für den Manager, die Mitarbeiter zu lehren, wie sie Zeit- und Materialersparnis, Qualitätsverbesserung, Rückgang von Reklamationen oderKundenzufriedenheit durch ihre Ideen bewerten können.
Stellen Sie sich vor, Sie wählen für ihren Rundgang jeden Tag ein anderes Thema. Am Ende des Jahres werden Sie über unterschiedliche Themen abgedeckt haben.
Der Managerrundgang erlaubt Ihnen, für die Mitarbeiter Probleme zu identifizieren. Währenddes Rundgangs muss ein Vorgesetzter nur bemerken: „Wir können unsere Lieferzusage nicht erfüllen“ oder etwas ähnliches, was sich auf Ausfälle, Durchlaufzeiten oder Abteilungsziele bezieht. Dies erlaubt einem Mitarbeiter, Probleme oder Sorgen zu bemerken.Die Fragen, die während des Rundgangs gestellt werden, bringen die Mitarbeiter dazu, überVerbesserungen nachzudenken. Stellen Sie Fragen wie: „Wie können wir die Bestände in diesem Bereich reduzieren?“ oder „Ist diese Maschine für Sie ein Problem?“. Diese Art von Fragen löst Ideen aus:
Eine wandelnde Vorschlagsbox zu sein, ist mehr als eine Übung oder eine Aktivität.
Es muss für das Management ein Lebensweg werden.
Ziel und Definition des Rundgangs
Das Ziel des Rundgangs ist es,
• Die Führungsfähigkeiten zu stärken,
• Die Übereinstimmung mit den Geschäftszielen herzustellen,
• Bessere Kommunikation zu unterstützen,
• Information zu verbreiten,
• Sicherzustellen, dass keine Details übersehen werden.
Wenigstens einmal am Tag, vorzugsweise zweimal, geht der Werkleiter durch sein Werk und untersucht dabei jeweils ein bestimmtes Thema, das zu Verbesserung führen kann.
Die sieben Arten der Verschwendung
Nutzen Sie die Verschwendungsarten, um Themen zu finden:
1. Fehler – Inspektion, Ausschuss und Nacharbeit;
2. Überproduktion – mehr herstellen als erforderlich;
3. Warten – ungenutze Zeit;
4. Transport – Material und Teile mehr als erforderlich transportieren;
5. Bestände – alle grösseren Bestände als erforderlich für Ein-Teil-Fluss;
6. Bewegung – Handlungen, die dem Produkt oder der Dienstleistung keinen Wert
zufügen.
7. Überbearbeitung – Aktion, die dem Produkt oder der Dienstleistung keinen zusätzlichen
Wert hinzufügt
Andere Verschwendungen
Ungenutze oder zuwenig genutzte Talente – nicht Ausnutzen der Potenziale der
Mitarbeiter. Das ist die Mutter aller Verschwendungen.
Arbeitsplatzorganisation S)
1. Sortieren – sortiere aus und entferne, was nicht benötigt wird.
2. Sichtbar machen – mache sichtbar und selbsterklärend, was aufgehoben wird.
3. Säubern – mache alles sauber, was dableibt: Maschinen, Werkzeuge und Arbeitsplatz.
4. Standardisieren – setze die besten Praktiken ein, um den Arbeitsplatz sauber und
organisiert zu halten.
5. Stärken – verstärke die Gewohnheit, die richtigen Prozeduren zu benutzen.
Weitere Themen
Qualität – Sicherheit – Kostenersparnis – Feuerschutz – Bodenbelag – Schmierung –
Maschinenausfälle – Training – Gerüche – Beleuchtung – Standardisierung – Sperren –
Lagerung – Stresserkrankungen – Mitarbeiterprobleme – mögliche Probleme
Literaturnachweis: Aus: C. Yorke, N. Bodek: All You Gotta Do is Ask.- PCS Press , S. ff
Toyota Produktionssystem (TPS)
letzte Änderung:
Produktionssystem, bei dem die gesamte Tätigkeitskette von Auftragsannahme bis Auslieferung als ein einziges zusammenhängendes System verstanden wird. Ziel ist die wirtschaftliche Fertigung in kleinen Losen bei hoher Sortenvarianz.
Toyota Produktionssystem (TPS)
Produktionssystem, bei dem die gesamte Tätigkeitskette von Auftragsannahme bis Auslieferung als ein einziges zusammenhängendes System verstanden wird. Ziel ist die wirtschaftliche Fertigung in kleinen Losen bei hoher Sortenvarianz. Das ermöglicht es dem Unternehmen, flexibel und kosteneffizient auf Markt-veränderungen zu reagieren und auch mit kleinvolumigen Aufträgen Profite zu erwirtschaften. Die Basis dazu bildet die geglättete Produktion. Darauf bauen die beiden Säulen Just-in-Time und Autonomatisierung auf.
Toyota schwingt sich schon fast beängstigend von einem Rekord zum anderen. Während die Wettbewerber Wachstum durch Zukäufe erzielen, um damit ihre Wettbewerbsfähigkeit zu verbessern, ist es bei der Toyota Motor Corporation genau umgekehrt: Durch ihre überlegene Wettbewerbsfähigkeit entsteht Wachstum, ohne dass ein anderes Unternehmen aufgekauft werden muss. Westliche Manager pilgerten nach Japan, um die Methoden des Toyota Produktionssystems zu studieren und diese in ihren eigenen Fabriken einzuführen. Doch der Erfolg war eher bescheiden, und der Tatendrang versandete. Wie ist das möglich?
Der Hauptgrund ist in einer Fehlinterpretation des Toyota Produktionssystems (TPS) zu finden, und zwar Anfang bis Mitte der er Jahre. Ausgelöst wurde diese Fehlinterpretation durch eine MIT-Studie über die Automobilindustrien Japans und westlicher Industriestaaten. Während die Kaizen-Systematik des Kontinuierlichen Verbesserungsprozesses unter Einbeziehung der Mitarbeiter durch zahlreiche Publikationen rasch bekannt waren und nachgeahmt wurden, blieben die angewandten Methoden und deren Zusammenhänge weitgehend unbekannt.
Dies führte zwar zu vorübergehenden, eher kleinen Verbesserungen, der durchschlagende wirtschaftliche Erfolg stellte sich jedoch nur bei jenen Unternehmen ein, die ihre gesamte Prozesskette auf den Prüfstand stellten und nach den Grundsätzen des Lean Manufacturing à la Toyota reformierten. Bei den Kaizen basierten Unternehmen schlief der Prozess oftmals bald wieder ein, weil er weder durch eine entsprechende Systematik noch durch das Management gestützt wurde.
Die Nachhaltigkeit ließ auch bei den wenigen Unternehmen zu wünschen übrig, die die Techniken des TPS verstanden haben und ihre Prozesse nach Analyse des gesamten Makro-Wertstroms optimierten. Zwar konnten sie durch die Einführung der geschaffenen Produktionssystematik erhebliche Kostensenkungen erzielen, diese wurden meist jedoch nicht weiterentwickelt, was häufig zur Rückkehr zum alten System führte.
Kaikaku = radikale Veränderung, Transformation, Revolution
Kaizen = Kontinuierliche Verbesserung, kleine Schritte
Man hat also nicht wirklich verstanden, dass die "DNA" von Toyota nicht nur aus der Methodenwelt besteht, sondern mehrere Dimensionen hat:
Methoden und Werkzeugen, die sichtbar sind, wenn man durch ihre Fabrik geht, und sich somit scheinbar leicht ins eigene Unternehmen übertragen lassen
Die nicht sichtbare und nicht einfach zu kopierende Art und Weise, mit der im Unternehmen kontinuierlich und systematisch neue Methoden kreiert werden.
Kopiert man also lediglich die Methoden, so hat man nur eine Momentaufnahme des Ist-Zustands, der morgen schon wieder ganz anders aussehen kann. Das ist es gerade, was Toyota ausmacht: Ein System, welches ständig neues Wissen generiert und somit das Unternehmen permanent am Limit hält.
Dieses Verhalten lässt sich in westlichen Firmen schwer nachahmen. Die Einführung von Methoden in Ingenieursmanier fällt uns leicht, während wir uns mit der Veränderung menschlicher Verhaltensweisen allzu oft sehr schwer tun. Der Schlüssel dazu liegt beim Management - und hier ganz besonders beim Management auf den unteren Ebenen.
Anfang der Neunziger Jahre hatten westliche Unternehmen aufgrund einer Falschinterpretation des Begriffs "Lean Production" viele Führungsebenen gestrichen, insbesondere im unteren Management. Sie hatten nicht erkannt, dass Toyota gerade hier seine entscheidenden Stärken hat, nämlich in den unteren Führungsebenen - gepaart mit einer ausgeprägten Nähe des gesamten Managements zum Shopfloor.
In vielen Unternehmen ging mit den unteren Führungsebenen das "Shopfloor-Management" verloren. Heute haben Personen in anderen Positionen das Sagen, was nicht immer mit den Zielen des Unternehmens vereinbar sein muss. Allzu schnell ist das Problem chronisch geworden, und man hat aufgegeben, etwas daran zu ändern. Die Kombination mit anderen Faktoren führt oft dazu, über die Verlagerung ins Ausland nachzudenken. Die Produktivitätspotenziale in deutschen Unternehmen liegen jedoch - gemessen an Toyota - bei bis Prozent, was eine vorschnelle Verlagerung überflüssig macht.
Diese damals verfolgte Kostenbetrachtung rächt sich heute, wenn man sich die nachfolgenden Ausführungen vor Augen hält. Bei Toyota liegt die Betreuungsdichte auf der untersten Führungsebene bei sechs bis zehn Mitarbeitern. Ein Team- bzw. Gruppenleiter, der im Durchschnitt nur acht Mitarbeiter betreut, kann sich intensiver um deren Weiterentwicklung kümmern und wesentlich mehr Funktionen wahrnehmen, die woanders von Fachabteilungen erledigt werden. Somit können Schnittstellenverluste vermieden werden, so dass der "Hancho" (japanischer Begriff für Gruppenleiter, bei Toyota heute "Team Leader" genannt) nicht "gebremst" wird und Effizienzverbesserungen in einer dramatischen Geschwindigkeit umsetzen kann.
Damit ein Eindruck über die Aufgaben eines Hanchos entstehen kann, folgt ein Auszug aus seiner Arbeitsbeschreibung, die sich auf die Themenblöcke Qualität, Produktion, Sicherheit und Sonstiges bezieht.
Ausschnitt aus den Arbeitsaufgaben Produktion:
Prozessentwicklung:
- Feststellen der Prozess-Zykluszeiten und Ermitteln der Engpass-Prozesse
- Austaktung der Linie bei Mengen- bzw. Taktzeitänderung
- Sicherstellen von zwei umgesetzten Kaizen-Ideen pro Team-Mitglied und Monat
Meetings / Dokumentation:
- Teilnahme und Unterstützung der Vorbereitung von Gruppen-Meetings in der Produktion
- Unterstützung des Gruppenleiters bei der Erstellung von Plänen
- Update der Prozess-Dokumentation zur Reflektierung von Verbesserungen
- Erstellen von Standard-Arbeitsblättern
Prozessüberprüfung:
- tägliche Überprüfung der Prozesse der Team-Mitglieder
- stichprobenartige Checks, ob die Mitarbeiter entsprechend der Standards arbeiten
- Verstehen der Zykluszeit von Betriebsmitteln
- Zykluszeit-Überschreitung und Engpass-Reduzierung:
- Kennen und Verstehen des Engpass-Prozesses innerhalb der Prozesskette
- Beobachten der Andon-Signale, falls ein Mitarbeiter Probleme hat
- Unterstützung des Gruppenleiters zu Gegenmaßnahmen bei Zykluszeitüberschreitung
Ausschnitt aus den Arbeitsaufgaben Qualität:
Qualitätschecks:
- Sicherstellung, dass die Team-Mitglieder die erforderlichen In-Process-Checks durchführen
- Bestätigung, dass alle Check-Punkte dokumentiert sind
Defekt-Gegenmaßnahmen:
- Unterstützung des Gruppenleiters bei Erziehung und Förderung der Team-Mitglieder zur Verhinderung von Defekten
- Unterstützung des Gruppenleiters bei Defekt-Gegenmaßnehmen und Training der Werker in den "Learning Points" (Verhinderung des Wiederauftretens)
- Durchführung von Quality-Reviews, Diskussionen über die Defekte und gemeinsame Entwicklung von Ideen zur Beseitigung
Hanchos überprüfen Ihre Mitarbeiter bzw. deren Arbeitsablauf und arbeiten bei Bedarf auch mit. Alle diese Punkte sind bis ins letzte Detail standardisiert und auf Basis der täglichen Anwendung strukturiert. So besteht der Themenblock "Produktion" aus sechs Hauptaufgaben mit insgesamt Aktivitäten und die Themenblöcke "Qualität" und "Sicherheit jeweils aus sechs Hauptaufgaben mit Aktivitäten. "Sonstiges" beinhaltet drei Hauptaufgaben (Instandhaltung, Kostensenkung und Moralverbesserung) und zwölf Aktivitäten.
Hierzu ist anzumerken, dass all diese Aktivitäten nicht etwa intuitiv durchgeführt werden, sondern konkreten und in sich geschlossenen Standards unterliegen. Überdies orientieren sich alle Aktivitäten an den Unternehmenszielen, die jährlich vom mittelfristigen Plan Jahres-Zeitraum) auf die Shopfloor-Ziele herunter gebrochen werden.
Vor dem Hintergrund dieses immensen Aufgabengebietes wird deutlich, dass eine Führungskraft mit deutlich mehr Mitarbeitern nicht die Zeit aufbringen kann, die erforderlich wäre, um alle Aufgaben tiefgehend wahrzunehmen und sich der Weiterentwicklung seiner Mitarbeiter entsprechend zu widmen. An dieser Stelle sollte noch einmal hervorgehoben werden, dass hier nicht über irgendeine Managementebene berichtet wird, sondern über die unterste Führungsebene. In deutschen Unternehmen ist dies meist der Vorarbeiter oder Gruppenleiter. Auf der anderen Seite wird aber auch deutlich, wie viel in die Ausbildung dieser Mitarbeiter investiert werden muss, bis sie ihre Rolle zufrieden stellend ausfüllen können. Man könnte durchaus behaupten, dass die Elite bei Toyota "unten" beginnt.
Wie erreicht man aber nun das Limit? Die wichtigste Grundlage dafür ist der Standard, wobei der Standard die zur Zeit beste Art und Weise ist, mit der die jeweilige Tätigkeit in Bezug auf Arbeitsinhalte, Abfolge, zeitliche Dauer und Ergebnis auszuführen ist. Der jeweilige Standardarbeitsablauf ist der bestmögliche für ALLE, egal ob Früh- oder Spätschicht, ob Bob in den USA oder Takahashi in Japan. Ohne Standard kann man den angestrebten vom nicht-gewünschten Zustand nicht unterscheiden!
Wichtige Tools für Standards: Das Standard-Arbeitsblatt
und das Kombinationsblatt
In den letzten Jahren ist in westlichen Unternehmen leider das Bewusstsein hinsichtlich der hohen Bedeutung von Standards verloren gegangen. Man überlässt es dem Mitarbeiter, wie er die Arbeit ausführt. Die Führungskraft interessiert sich bestenfalls erst dafür, wenn ein Problem auftritt.
Um signifikante Verbesserungen zu erzielen, ist die Eindeutigkeit in den Arbeitsabläufen notwendig. Deshalb sind Standards bei Toyota in erster Linie ein Instrument zur Identifizierung von Problemen. Sie gelten per Definition immer nur temporär und werden ständig überprüft und neu festgelegt. Der Standard ist quasi ein Katalysator für Verbesserungen oder - anders formuliert - eine Hypothese, die besagt, dass unter den gegebenen Bedingungen das erwartete optimale Ergebnis erreicht wird, während der Standardarbeitsablauf das Experiment (bzw. der Versuch) ist, welches die Hypothese testet. Das Problem stellt die Negation der Gültigkeit der Hypothese dar. Eine Verbesserungsmaßnahme ist also die Aufstellung einer neuen Hypothese bzw. eines neuen Standards. Das mag wissenschaftlich klingen, ist jedoch der Schlüssel zur Entstehung einer experimentellen Kultur, in der permanent versucht wird, das Limit durch neue Hypothesen zu verbessern.
Das Verbesserungspotenzial wird durch die Führungskraft vor Ort freigesetzt, indem der Teamleiter mehrfach beobachtet, wie der Mitarbeiter die Arbeit ausführt. Dabei versucht er nicht, Verbesserungsansätze dadurch aufzuspüren, indem er das Teammitglied anweist, wie die Arbeit auszuführen ist. Vielmehr ist die Führungskraft in speziellen Verbesserungstechniken ausgebildet: Durch eine spezielle Fragetechnik wird der Mitarbeiter zum Nachdenken stimuliert, damit er schließlich selbst auf die Lösung kommt. Diese Vorgehensweise erinnert sehr stark an Sokrates, der seinen Schülern nie eine Lösung servierte, sondern sie durch Fragen führte (z.B. "Woher weißt du, ob das Ergebnis deiner Arbeit dem gewünschten Soll entspricht?").
Es ist falsch anzunehmen, dass nur die Führungskräfte der untersten Ebene innerhalb der Produktion derart vorgehen. Jede Führungskraft hat zu Beginn ihrer Karriere in der Produktion gearbeitet und dabei diese Techniken gelernt und verinnerlicht. So wird sichergestellt, dass sie später in allen Ebenen und Bereichen angewandt werden - also nicht nur in der Produktion, sondern auch in allen indirekten Bereichen.
Literatur
Quelle: Toyota Motor Corporation :The Toyota Production System
Arbeitszeitkonto

letzte Änderung:
Arbeitszeitkonto
Definition
Ein Arbeitszeitkonto stellt ein Instrument zur Erfassung der Arbeitszeit dar und gibt jederzeit den Stand der geleisteten Arbeitsstunden wieder. Der Stand des Arbeitszeitkontos ist von der vertraglichen Regelarbeitszeit abhängig und kann entweder ausgeglichen sein oder Plus- bzw. Minusstunden aufweisen.
Nachfrageschwankungen können konjunkturell, saisonal kurzfristig oder auch unvorhersehbar sein, z.B. durch die Akquise neuer Aufträge. Dies führt dazu, dass auch die Beschäftigten Schwankungen hinsichtlich ihres Arbeitsumfangs unterliegen. Arbeitszeitkonten zeigen die geleisteten Arbeitsstunden auf und ermöglichen einen Überblick, um den Stundenausgleich herbeizuführen.
In Abgrenzung zu Arbeitszeitkonten dienen Langzeitkonten nicht dem kurz- bis mittelfristigen Zeitausgleich, sondern haben ein höheres Ansparvolumen und zielen auf andere Entnahmezwecke, z.B. Sabbaticals ab.
Gestaltung
Bei der Arbeitszeitflexibilisierung mit Hilfe von Arbeitszeitkonten gibt es sehr viele unterschiedliche Gestaltungsmöglichkeiten. Anhand der betrieblichen Belange, der Interessen der Beschäftigten und der rechtlichen Rahmenbedingungen ist es nötig, ein individuell erarbeitetes und angepasstes Modell zu entwickeln.
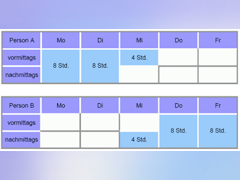
Mit Hilfe eines (JahresArbeitszeitkontos können die (saisonalen) Schwankungen aufgefangen werden. Während der Oster- und Weihnachtszeit sowie an Mutter- und Vatertag steigt das Arbeitsvolumen der Beschäftigten deutlich an und sie arbeiten über ihre vertraglich vereinbarte Wochenarbeitszeit hinaus. Die Stunden werden auf das Konto als Plusstunden gebucht. In Phasen, in denen weniger Arbeit anfällt, der Umsatz sinkt und nicht alle Mitarbeiterinnen und Mitarbeiter den ganzen Tag gebraucht werden, werden diese Stunden wieder abgebaut. Die Differenzstunden zur vertraglichen Wochenarbeitszeit werden vom Konto abgebucht.
In der Regel wird ein Zeitpunkt (z.B. ..) oder wie in Abbildung 2 ein Zeitraum vereinbart, in dem das Konto einmal die Nulllinie durchschreitet (d.h. der Saldo ist „+/- null“). Im Falle der Parfümerie soll das Arbeitszeitkonto im Zeitraum zwischen dem 1. Juni und dem . September (mindestens) einmal ausgeglichen sein.
Oftmals ist unklar, was mit dem Saldo des Arbeitszeitkontos geschieht, wenn eine Mitarbeiterin oder ein Mitarbeiter Urlaub hat oder erkrankt. Wie Abbildung 2 zeigt, verändert sich der Saldo in diesen Fällen nicht. Das bedeutet, dass das jeweilige Guthaben so lange konstant bleibt bis die betreffende Person ihre Arbeit wieder aufnimmt.
Arbeitszeitkonten funktionieren nicht nur bei relativ planbaren saisonalen Schwankungen, sondern könnendurch flexiblere Regelungen auch bei anderen Schwankungstypen sinnvoll eingesetzt werden.
Vor der Einrichtung eines Arbeitszeitkontos ist zu prüfen, ob es eine arbeitsvertragliche Einschränkung oder Regelungen in einer Betriebsvereinbarung gibt, die bei der Gestaltung flexibler Arbeitszeitmodelle berücksichtigt werden müssen.
Grundsätzlich erfolgt die Entlohnung der Beschäftigten auch bei schwankender geleisteter Arbeitszeit verstetigt. Bei einem vorzeitigen Ausscheiden aus dem Unternehmen sollte das Konto auf „null“ gebracht, also ausgeglichen werden. Des Weiteren ist es sinnvoll, maximale Guthaben bzw. die Höhe maximal möglicher Minusstunden des Arbeitszeitkontos (schriftlich) zu vereinbaren.
Weitere zu treffende Regelungen betreffen die Festlegung eines Ausgleichszeitraums (hier ist u. a. §3 ArbZG zu beachten), Abgrenzungskriterien von flexibler Arbeitszeit und Mehrarbeit, die Art der Arbeitszeiterfassung und die Zugriffsrechte der Beschäftigten darauf sowie Art und Umfang des Freizeitausgleichs (bspw. stundenweise oder in Verbindung mit Urlaub).
Es ist sinnvoll den Beschäftigten Entscheidungskompetenz unter Berücksichtigung betrieblicher und arbeitsorganisatorischer Belange bei der Freizeitentnahme einzuräumen. Ebenso muss klar sein, unter welchen Umständen der Arbeitgeber/ die Arbeitgeberin selbige ablehnen kann.
Variante des Arbeitszeitkontos: Ampelkonto
Eine Form des Arbeitszeitkontos stellt das Ampelkonto dar. Je nach Ausmaß der Über- oder Unterschreitung
bestimmter Stundengrenzen greifen unterschiedliche Regelungen. Die Festlegung der Ober- und
Untergrenzen richtet sich größtenteils nach den betrieblichen Belangen und den Zielen, die mit der Kontoeinrichtung verfolgt werden.
Beispiel für die Ausgestaltung eines Ampelkontos:
Grüne Phase: bspw. bis +/ Stunden
Der oder die Beschäftigte verwaltet diesen Stundenbereich eigenverantwortlich. Unter Berücksichtigung der betrieblichen Belange können Zeitentnahmen nach Absprache mit den Kolleginnen und Kollegen erfolgen.
Gelbe Phase: bspw. bis +/ Stunden
Der oder die Beschäftigte vereinbart gemeinsam mit den Kolleginnen oder Kollegen sowie dem oder der Vorgesetzten Maßnahmen, um sein bzw. ihr Zeitkonto auszugleichen.
Rote Phase: bspw. bis +/ Stunden
Beschäftigte und Vorgesetzte analysieren gemeinsam den hohen Zeitkonto-Saldo und vereinbaren z.B. eine Freizeitentnahme oder treffen individuelle Lösungen, die zum gewünschten Zeitausgleich führen. Durch eine konsequente Beobachtung und Regulierung des Arbeitszeitkontos kann sichergestellt werden, dass sich – bis auf Ausnahmefälle – keine Zeitguthaben ansammeln, die durch Freizeitausgleich quasi nichtmehr abgebaut werden können.
AT-Mitarbeiter und Arbeitszeitgesetz
letzte Änderung:
AT-Mitarbeiter und Arbeitszeitgesetz
Viele AT-Mitarbeiter und deren Arbeitgeber sind der Auffassung, dass die strengen Vorschriften des Arbeitszeitgesetzes (ArbZG) auf Arbeitsverhältnisse mit AT-Mitarbeitern keine Anwendung finden. Dies ist so nicht richtig. Geht man irrtümlich davon aus, dass das Arbeitszeitgesetz keine Anwendung auf ein bestimmtes Arbeitsver-hältnis findet, kann dies gravierende Konsequenzen zeitigen. Das Arbeitszeitgesetz enthält Bußgeldvorschriften und Strafvorschriften für den Fall, dass gegen bestimmte Regelungen verstoßen wird.
Was versteht man unter einem AT-Mitarbeiter?
Unter einem AT-Mitarbeiter versteht man gemeinhin einen außertariflichen Mitarbeiter, also einen Mitarbeiter, der tariflichen Vorschriften nicht unterliegt oder arbeitsvertraglich bessergestellt wird als ein Tarifvertrag dies vorsehen würde. „Außertariflich“ bezieht sich hierbei oft im Wesentlichen oder ausschließlich auf die Vergütung. Außertarifliche Mitarbeiter erhalten also mehr Geld als einschlägige Tarifverträge dies in den höchsten Vergütungsgruppen vorsehen würden bzw. bekleiden Tätigkeiten, die von tariflichen Vergütungsgruppen nicht mehr umfasst sind.
Anwendbarkeit des Arbeitszeitgesetzes
Das Arbeitszeitgesetz gilt grundsätzlich für alle Arbeiter und Angestellte eines Unternehmens sowie für die zu ihrer Berufsbildung Beschäftigten, § 2 Abs. 2 ArbZG. Diese Mitarbeiter nennt das Gesetz einheitlich „Arbeitnehmer“. § ArbZG nennt Personengruppen, auf die das Arbeitsgesetz nicht anzuwenden ist.
In § Abs. 1 Nr. 1 ArbZG sind unter anderem genannt „leitende Angestellte im Sinne des § 5 Abs. 3 des Betriebsverfassungsgesetzes“ (BetrVG). Auf solche Mitarbeiter ist das Arbeitszeitgesetz also nicht anwendbar.
Was versteht man unter einem leitenden Angestellten im Sinne von § 5 Abs. 3 des Betriebsverfassungsgesetzes?
Leitende Angestellte im Sinne des § 5 Abs. 3 des Betriebsverfassungsgesetzes sind normalerweise, aber nicht zwingend, AT-Mitarbeiter. AT-Mitarbeiter können leitende Angestellte im Sinne des § 5 Abs. 3 des Betriebsverfassungsgesetzes sein, sind es in ihrer großen Mehrheit aber nicht.
Das Betriebsverfassungsgesetz findet, soweit in ihm nicht ausdrücklich etwas anderebestimmt ist, keine Anwendung auf leitende Angestellte. In § 5 Abs. 3 BetrVG ist geregelt, was unter einem „leitenden Angestellten“ – im Sinne desBetriebsverfassungsgesetzes – zu verstehen ist. Demnach ist leitender Angestellter, wer nach Arbeitsvertrag und Stellung im Unternehmen oder im Betrieb
- zur selbständigen Einstellung und Entlassung von im Betrieb oder in der Betriebsabteilung beschäftigten Arbeitnehmern berechtigt ist oder
- Generalvollmacht oder Prokura hat und die Prokura auch im Verhältnis zum Arbeitgeber nicht unbedeutend ist oder
- regelmäßig sonstige Aufgaben wahrnimmt, die für den Bestand und die Entwick-
lung des Unternehmens oder eines Betriebs von Bedeutung sind und deren Erfüllung besondere Erfahrungen und Kenntnisse voraussetzt, wenn er dabei entweder die Entscheidungen im Wesentlichen frei von Weisungen trifft oder sie maßgeblich beeinflusst; dies kann auch bei Vorgaben insbesondere aufgrund von Rechtsvorschriften, Plänen oder Richtlinien sowie bei Zusammenarbeit mit anderen leitenden Angestellten gegeben sein.
Auch leitende Angestellte sind grundsätzlich Arbeitnehmer im Sinne von Recht und Gesetz. Die Abgrenzung des leitenden Angestellten von den anderen Arbeitnehmern ist deshalb von besonderer Bedeutung, weil eine ganze Reihe von Gesetzen für leitende Angestellte nicht oder nur eingeschränkt gelten. Neben dem Arbeitszeitgesetz und dem Betriebsverfassungsgesetz sei das Kündigungsschutzgesetz genannt, das für leitende Angestellte nur eingeschränkte Geltung besitzt. Die Nichtanwendung bzw. die eingeschränkte Anwendung von Gesetzen auf leitende Angestellte wird damit begründet, dass diese unternehmerische Teilaufgaben übernehmen und damit eher der Sphäre des Arbeitgebers als der Sphäre der Belegschaft zugerechnet werden können.
Fazit
AT-Mitarbeiter sind nicht generell von dem Anwendungsbereich des Arbeitszeitgesetzes ausgenommen. Ausgenommen sind lediglich leitende Angestellte im Sinne des § 5 Abs. 3 des Betriebsverfassungsgesetzes. Im Einzelfall ist zu überprüfen, ob ein AT-Mitarbeiter gleichzeitig leitender Angestellter im Sinne des § 5 Abs. 3 des Betriebsverfassungsgesetzes ist. Bei der überwiegenden Mehrzahl der AT-Mitarbeiter ist diesnicht der Fall. Im Übrigen ist die Grenze zwischen leitenden Angestellten im Sinne des§ 5 Abs. 3 des Betriebsverfassungsgesetzes und Mitarbeitern, denen diese Eigenschaft nicht zukommt, fließend. Bei Arbeitnehmern, die in dem Grenzbereich zwischen leitendem Angestellten und nicht leitendem Angestellten tätig sind, ist im Hinblick auf die Frage der Anwendbarkeit des Arbeitszeitgesetzes höchste Vorsicht geboten.
Quelle: iap
Fehlermöglichkeits- und Einflussanalyse (FMEA)
letzte Änderung:
Mit der Fehlermöglichkeits- und Einflussanalyse (auch Failure Mode and Effect Analysis, kurz FMEA genannt) ist ein Werkzeug vorhanden, das hilft, durch präventive Überlegungen Fehler in frühen Phasen der Produktentwicklung und Prozessplanung zu identifizieren und durch rechtzeitige Gegenmaßnahmen zu vermeiden.
Das Sicherheitsbewusstsein der Kunden und die Verantwortung des Herstellers fordern im höchsten Maße abgesicherte Produkte. Um diesen Kundenbedürfnissen Rechnung zu tragen, sind Hersteller drauf angewiesen, ihren Prozess zur Risikoabsicherung ständig zu optimieren. Mit der Fehlermöglichkeits- und Einflussanalyse (auch Failure Mode and Effect Analysis, kurz FMEA genannt) ist ein Werkzeug vorhanden, das hilft, durch präventive Überlegungen Fehler in frühen Phasen der Produktentwicklung und Prozessplanung zu identifizieren und durch rechtzeitige Gegenmaßnahmen zu vermeiden. Die FMEA ist eine Methode welche zuerst systematisch und kreativ nach möglichen Fehlern sucht, diese dann bezüglich der Auswirkungen bewertet und durch die Beschreibung von Abstellmaßnahmen verhindern hilft.
Entscheidend für den erfolgreichen Einsatz der FMEA sind der Zeitpunkt der Durchführung und der praktische Prozess der Anwendung. Wenn der Grundgedanke stimmt, dass je früher ein Fehler entdeckt wird, umso kostengünstiger seine Behebung sei, dann wird die FMEA meistens zu spät durchgeführt. Damit ist die Bereitschaft Änderungen durchzuführen bei allen Beteiligten sehr niedrig.
Entwickelt wurde die FMEA bereits in den er Jahren von der NASA im Rahmen des Apollo-Projektes. Andere Industriezweige, wie z.B. die Atomwirtschaft und die Automobilindustrie, haben die FMEA aufgegriffen. Daher findet die FMEA mittlerweile eine breite Anwendung. In der QS sowie der VDA 6.1 wird die Anwendung der FMEA explizit von Lieferanten im Bereich der Automobilindustrie als vorbeugende Maßnahme gefordert.
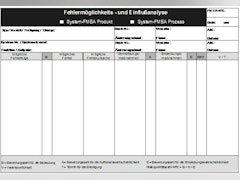
Bei einem FMEA-Projekt, welches in fünf Stufen durchlaufen wird, werden alle kritischen Elemente innerhalb eines interdisziplinären, abteilungsübergreifenden Teams einer Analyse unterzogen. Damit ist sichergestellt, dass alle für eine fehlerfreie Produkterstellung relevanten Aspekte berücksichtigt werden. Zu diesem Zweck wird ein Strukturbaum mit Systemelementen erstellt, dem Funktionen und alle möglichen Fehlfunktionen bzw. Fehlerursachen zugewiesen werden. Anschließend werden diese Daten in ein Formblatt übertragen und einer Risikoanalyse unterzogen.
Aufgrund der strukturierten Vorgehensweise der FMEA wird ein hoher Entdeckungsgrad von Fehlern und Risiken gewährleistet. Identifizierte Fehler und Risiken werden systematisch auf deren Ursachen und Auswirkungen hin analysiert und entsprechend definierter FMEA Kriterien mit einer RPZ-Kennzahl (Risikoprioritätszahl) bewertet. Die FMEA Bewertungskriterien und die RPZ-Kennzahlen ermöglichen es, die erkannten Fehler durch gezielte Vermeidungs- und Entdeckungsmaßnahmen zu minimieren und abzustellen. Somit werden aufgezeigte Fehler und Risiken beherrschbar gemacht, die Qualität von Produkten und Prozessen gesteigert und die Herstellkosten systematisch reduziert.
Je nach Aufgabenstellung lassen sich zwei FMEA-Arten unterscheiden:
- System-FMEA Produkt und
- System-FMEA Prozess.
Die System-FMEA Produkt entstand aus einem Zusammenschluss der Konstruktions- und der System-FMEA, um einen besseren Überblick über das Gesamtsystem zu gewährleisten. Die System-FMEA Produkt beginnt in der Entwicklungsphase eines Produktes und begleitet die Produktentwicklung bis hin zur Produktionsphase. Innerhalb ihres Einsatzgebietes beinhaltet die System-FMEA Produkt das Aufspüren von potentiellen Fehlfunktionen mit ihren zugehörigen Ursachen und Folgen im Hinblick auf das Gesamtprodukt.
Aus der „alten“ Prozess-FMEA entstand die System-FMEA Prozess, die im Wesentlichen die gleiche inhaltliche Vorgehensweise wie die System-FMEA Produkt aufweist. Der Schwerpunkt liegt hierbei in der weiterführenden Analyse der System-FMEA Produkt, um mögliche ungeplante Störfaktoren in der Herstellungskette offenzulegen. Dabei wird eine logische Struktur der Fehlerbetrachtung, beginnend mit der System-FMEA Produkt, aufgebaut. Die Gliederung wird stufenweise von dem Produktionssystem über einzelne Prozessschritte bis in die Auslegungsdaten von Fertigungseinrichtungen aufgeschlüsselt, um alle denkbaren Ursachen für eine Fehlfunktion zu identifizieren.
Das Einsatzspektrum der FMEA erstreckt sich von der Entwicklung über den Produktionsbeginn bis in die Produktion, um objektive und subjektive Kundenqualität mit möglichst wenigen Fehlern zu erreichen. Weiterhin kann die FMEA
- zur Erhöhung Funktionssicherheit und Zuverlässigkeit,
- zur Reduzierung von Fehlerkosten (Nacharbeit, Garantie, Kulanz),
- zur Steigerung der Produktqualität und Prozesssicherheit,
- zur Verbesserung der Termintreue,
- zur Erhöhung der Rechtssicherheit in Produkthaftungsfällen und
- zur Förderung des Kommunikationsflusses in der Team- und Projektarbeit sowie den erforderlichen Wissenstransfer im Unternehmen
herangezogen werden.
Fehlerbaumanalyse
Die Fehlerbaumanalyse (auch Failure Tree Analysis, kurz FTA oder FBA genannt) verfolgt das Ziel, eine abgesicherte Aussage über das Verhalten eines Systems hinsichtlich des Auftretens eines definierten Fehlers zu machen. Insbesondere wird dabei eine Abschätzung der Ausfallwahrscheinlichkeit angestrebt. Weiterhin dient sie zur systematischen Suche nach allen möglichen Ursachen für einen vorgegebenen Fehler. Dazu wird eine Systemanalyse durchlaufen, auf deren Basis ein Fehlerbaum erstellt wird. Ziel ist es, die Fehlerfolge möglichst exakt darzustellen. Dies wird solange durchgeführt, bis in allen Fehlerbaumzweigen nur noch Basisereignisse vorkommen. Die anschließende Bewertung bzw. Auswertung geschieht dann qualitativ (mathematische Berechnung der Zuverlässigkeitskenngrößen).
Gestaltung von Teilzeitarbeit
letzte Änderung:
Teilzeit
Definition
Der Begriff Teilzeit umfasst alle Beschäftigungsverhältnisse, bei denen die Arbeitszeit unterhalb der Regelarbeitszeit der vergleichbaren Vollzeitkräfte liegt. Das Spektrum reicht von zeitlich sehr geringen bis zu vollzeitnahen Beschäftigungsverhältnissen (über Stunden). Teilzeitarbeit lässt sich in viele flexible Arbeitszeitmodelle, z.B. versetzte Arbeitszeiten, sinnvoll integrieren.
Varianten von Teilzeitarbeit
Bei der Ausgestaltung von Teilzeitarbeit ist eine Vielzahl an Modellen möglich, da die Höhe der Arbeitszeitverkürzung sowie die Lage der Arbeitszeit beliebig gestaltet werden können. Neben dem klassischen Modell, der Halbtagsarbeit durch Reduzierung der täglichen Arbeitszeit, sind z.B. folgende Varianten möglich:
Beschäftigte arbeiten nur an einigen Tagen in der Woche. Eine unterschiedliche Verteilung der Arbeitsstunden auf die einzelnen Tage ist ebenfalls möglich.
Job Sharing
Job Sharing stellt eine Form der Teilzeitarbeit dar. Hierbei teilen sich zwei oder mehrere Personen einen oder mehrere Arbeitsplätze. Bei dieser Art der Teilzeitarbeit sind zahlreiche weitere Varianten der Gestaltung denkbar. Die Teilzeitbeschäftigten bestimmen dabei Lage und Verteilung der individuellen Arbeitszeit zumeist in gegenseitiger Absprache.
Über Job-Sharing haben Teilzeitbeschäftigte die Möglichkeit, zumindest anteilig Projekte, die eineVollzeitarbeit erfordern, zu übernehmen.
Gestaltung von Teilzeitarbeit
Damit Teilzeit gelingen kann, sind aufgrund der eingeschränkten Präsenz klare Absprachen sowie eine gute Arbeitsorganisation wichtig. Darüber hinaus sind die Unterstützung bzw. das Einverständnis durch die Führungskraft sowie die Akzeptanz des Modells durch das Arbeitsumfeld zentrale Faktoren für eine erfolgreiche Umsetzung von Teilzeitarbeit. Den grundsätzlichen Anspruch auf Teilzeitarbeit hat der Gesetzgeber im Teilzeit- und Befristungsgesetz (TzBFG) verankert.
Am 1. Januar ist das Teilzeit- und Befristungsgesetz (TzBfG) in Kraft getreten. Teilzeitbeschäftigung soll nicht nur in Ausnahmefällen möglich sein, sondern auch in qualifizierten Berufen und Positionen für Frauen und Männer gleichermaßen selbstverständlich werden.
Voraussetzung für Teilzeitanspruch:
• Das Arbeitsverhältnis besteht seit mindestens sechs Monaten.
• Der Betrieb hat mehr als Angestellte. (Auszubildende nicht mitgerechnet).
• Es sprechen keine wichtigen betrieblichen Gründe dagegen (z.B. eine wesentliche
Beeinträchtigung der Organisation, unverhältnismäßig hohe Kosten für den Arbeitgeber).
Antrag und Fristen:
• Mindestens drei Monate vor dem Start muss der Antrag beim Arbeitgeber gestellt werden.
• Mindestens ein Monat vor Beginn der Teilzeit muss der Arbeitgeber geantwortet haben,
versäumt er die Frist, reduziert sich die Arbeitszeit automatisch so wie von der oder dem
Beschäftigten beantragt.
• Arbeitgeber können die festgelegte Verteilung der Arbeitszeit bei überwiegendem
betrieblichen Interesse abändern.
• Ein erneuter Antrag zur weiteren Reduzierung der Arbeitszeit kann erst nach Ablauf von
zwei Jahren gestellt werden.
• Während oder nach dem Erziehungsurlaub (Elternzeit) haben Eltern auch Anspruch auf Teilzeitarbeit.
Rechte:
• Niemand darf wegen eines Antrags auf Teilzeit nachteilig behandelt oder entlassen werden.
Falls eine Kündigung ausgesprochen wird, ist sie unwirksam.
• Urlaubs- und Weihnachtsgeld stehen den Teilzeitbeschäftigten entsprechend der
Arbeitszeit anteilig zu.
• Bei der Besetzung freier Vollzeitstellen haben Teilzeitbeschäftigte, die ihre Arbeitszeiten auf
Vollzeit ausweiten wollen, bei gleicher Eignung gegenüber anderen Bewerbern
grundsätzlich Vorrang.
• Einen Rechtsanspruch auf Rückkehr zur vollen Arbeitszeit gibt es nicht.
Darüber hinaus sind auch für Teilzeitbeschäftigte die Regelungen des Arbeitszeitgesetzes bindend. Ebenso zu beachten sind Tarifverträge, die Aussagen zur Regelung von Teilzeitarbeit machen.
Vor- und Nachteile
Beschäftigte profitieren von Teilzeitarbeit, da neben der Arbeit mehr Zeit für die Familie, Hobbys, ehrenamtliche Tätigkeit oder politisches Engagement verbleibt. Außerdem ist eine nebenberufliche Aus- und Weiterbildung besser mit einer Teilzeit- als mit einer Vollzeitbeschäftigung zu vereinbaren. Teilzeit ermöglicht trotz sich ändernder Lebenssituationen die kontinuierliche Teilnahme am Erwerbsleben und erlaubt einen gleitenden Einstieg in das Berufsleben nach längerer Auszeit.
Vorteile auf Unternehmensseite liegen in den verbesserten Möglichkeiten, Betriebszeiten auszuweiten und schnell auf Auftragsschwankungen zu reagieren. Über freiwillige Teilzeitarbeit der Beschäftigten kann ein drohender Personalabbau verhindert werden. Wenn der Arbeitgeber Beschäftigten Spielraum und Einflussmöglichkeiten auf die Arbeitszeitgestaltung einräumt, steigert das die Motivation, was wiederum zu einer erhöhten Arbeitsproduktivität und geringerem Krankenstand der Einzelnen führt. Über Angebote zur Teilzeitarbeit kann qualifiziertes Fachpersonal rekrutiert und gebunden werden, wodurch Kosten gespart werden, da längere Fehlzeiten und Fluktuation vermieden werden.
Gründe für Teilzeit
• betriebliche Potenziale verbessern
• Vereinbarkeit von privaten und beruflichen Interessen
• neuer Umgang mit Zeit
• Schaffung und Sicherung von Arbeitsplätzen
Demgegenüber müssen Beschäftigte in Teilzeitarbeit mit einem geringeren Einkommen auskommen. Ist die Akzeptanz für Teilzeitarbeit im Unternehmen nicht gegeben, kann es zu einer Verzögerung der beruflichen Weiterentwicklung oder dem Aufstieg in Führungspositionen kommen. Dadurch, dass weniger Zeit am Arbeitsplatz mit den Kolleginnen und Kollegen verbracht wird, entsteht ein erhöhter Kommunikationsaufwand im Unternehmen.
Für die Unternehmen entstehen durch Teilzeitarbeit höhere Personalbetreuungs- und Personalnebenkosten. Die Organisation der Arbeitsabläufe und die Führung der Beschäftigten können aufwendiger als bei reiner Vollzeitarbeit sein.
Das Verfahren der Arbeitsbewertung

letzte Änderung:
Arbeitsbewertung
Die Arbeitsbewertung soll dazu dienen, den Wert einer Arbeit zu bestimmen. Davon wird dann im allgemeinen ihre Vergütung abhängig gemacht. Betriebsschlosser, Sekretärin, Projektmanager, Entgeltabrechner, Elektriker, Maschinenbediener - wie unterschiedlich sind bereits diese Tätigkeiten, welche diese Menschen verrichten.
Wollte man aber versuchen, alle überhaupt auftretenden Aufgaben darzustellen, so ergäbe sich eine unübersehbare Vielfalt. Sie alle in ihrer Unterschiedlichkeit zu messen und so untereinander vergleichbar machen – sollte das wirklich möglich sein? Nun, mit Kilogramm, Zentimeter und Minuten geht das nicht. Aber all diese scheinbar so unterschiedlichen Aufgaben können auf eine kleine überschaubare Zahl von Anforderungen zurückgeführt werden. Und wenn man feststellen kann, wie hoch diese Anforderungen in den einzelnen Aufgaben sind – was dort an Wissen, Können, Kraft usw. abverlangt wird – dann gibt es auch eine Möglichkeit diese Arbeitsaufgaben zu bewerten. Denn es liegt ja auf der Hand, dass eine Arbeitsaufgabe umso höher bewertet und auch vergütet werden muss, je höher die Anforderungen sind, die diese an die Ausführenden stellt.
Die Anforderungen können danach zum einen als abverlangtes Können von Bedeutung sein, zum anderen als zu ertragende Belastungen. Geistige Anforderungen des Könnens sind beispielsweise erforderliche Fachkenntnisse, erforderliche geistige Fähigkeiten oder auch Betriebserfahrungen.
Geistige Anforderungen der Belastung werden als geistige Belastung bzw. Beanspruchung, Beanspruchung der Sinne und Nerven, Beanspruchung durch Nachdenken oder Aufmerksamkeit bezeichnet.
Körperlich Anforderungen an das Können sind die erforderliche Geschicklichkeit oder Handfertigkeit.
Körperliche Anforderungen der Belastung sind die muskuläre Belastung bzw. körperliche Beanspruchung.
Außerdem werden noch Anforderungen der Belastung durch Verantwortung, z.B. für Betriebsmittel, Erzeugnisse, für die eigene Arbeit, für die Arbeitsausführung, für die Arbeit anderer, für den Arbeitsablauf, für die Sicherheit anderer bzw. für die Arbeitssicherheit, für Personalführung oder für Kontakte mit anderen Personen berücksichtigt. Dazu kommen häufig noch Anforderungen der Belastung aus Arbeitsbedingungen der Umgebungseinflüsse wie beispielsweise Temperatur, Staub, Schmutz, Nässe, Gase, Dämpfe, Lärm, Erschütterung. Blendung bzw. Lichtmangel, Erkältungsgefahr, hinderliche Schutzkleidung und Unfallgefahr. Die Belastung muss dahingehend beurteilt werden, inwieweit sie als schwer oder leicht zu bezeichnen ist.
Ihren Anfang nahm die Arbeitsbewertung bereits in den Jahren – in den USA. Während sie sich dort nicht nur auf Arbeiter, sondern bald auch auf Angestellte erstreckte, beschränkte man sich in Deutschland nur auf die Bewertung von Arbeitertätigkeiten. In Deutschland gehen die Anfänge auf das Jahr zurück. In diesem Jahr hat die Berliner Metallindustrie Arbeiten von Berufstätigkeiten je nach ihrer Schwierigkeit auf 5 Lohngruppen verteilt. Erwies sich die grobe Unterteilung der geltenden Tarife in die Gruppen „ungelernt“ „angelernt“ und „gelernt“ zunächst für die gewerblichen Arbeiten als wenig sinnvoll, so tauchte bald darauf auch die Frage nach einer Arbeitsbewertung der Angestelltentätigkeiten auf. Die Bezüge der Angestellten waren bis dahin durch wenig gegliederte Tarife mit unklaren Abgrenzungen festgelegt worden. Auf der internationalen Konferenz für Arbeitsbewertung in Genf im Jahr wurde das sogenannte „Genfer Schema“ ausgearbeitet. Es teilt die Arbeitsschwierigkeiten in 4 Hauptanforderungsarten auf. Diese sind heute noch für die analytische Arbeitsbewertung richtungsweisend.
Heute ist die Rolle der Arbeitsbewertung aus der Unternehmens- und Tarifpolitik nicht mehr wegzudenken. Die Wirtschaftlichkeit eines Unternehmens ist mehr denn je von einer bestmöglichen Entgeltgestaltung mit abhängig. Ein auf die Arbeit bezogenes Bewertungssystem birgt leistungsfördernde Elemente und schafft einen gesunden Anreiz zur Förderung der industriellen Leistung und Mobilität, z.B. Weiterbildung zu höherwertiger Arbeit. Aufgrund genauer Arbeitsunterlagen ergeben sich zudem Ansatzpunkte zur Arbeitsgestaltung, so dass die damit verbundene Aufgabe, die Anpassung der Arbeit an den Menschen, zielgerichteter betrieben werden kann. Die Arbeitsbewertung gewann auch an Bedeutung durch das Interesse von Großunternehmen an integrierten Personalinformationssystemen und Führungskonzeptionen. Hierzu kann eine Arbeitsbewertung die wichtigen arbeitsplatzbezogenen Informationen liefern, denen die Eignungsanalysen gegenübergestellt werden. Sie nimmt damit eine wichtige Stellung in der Personalarbeit ein.
Die Arbeitsbewertung – auch Arbeitsplatzbewertung genannt – bewertet die Anforderungen an das Können, die eine geeignete Arbeitsperson zur Ausführung dieser Arbeit erfüllen muss, und an die Belastung, die bei dieser Ausführung auftreten.
Die angewandten Bewertungssystem sind sehr vielfältig. Sie lassen sich auf ihrer Verfahrensweise in zwei grundsätzliche Methoden einordnen, in die Summarik und in die Analytik.
Die summarische Methode vergleicht die einzelnen Arbeitsplätze durch eine Gesamteinschätzung ihrer Schwierigkeiten. Es wird dabei auf eine systematische Analyse der einzelnen Anforderungsarten verzichtet. Das zum Beispiel in der Metall- und Elektroindustrie typische Verfahren ist das Katalogverfahren (Lohngruppenmethode). Bei diesem System ist von vornherein eine bestimmte Anzahl von Lohngruppen festgelegt, in die Richtbeispiele eingestuft sind, die das Einfügen der anderen Arbeitsplätze erleichtern sollen. Die Anzahl der Lohngruppen und die ihnen zugeordneten Lohnbeträge werden von den Tarifparteien festgelegt.
Grundlage für die Bewertung sind die für die Ausführung einer Arbeit erforderlichen Arbeitskenntnisse, die Anlernzeit und die insgesamt auftretenden Belastungen physischer und psychischer Art, sowie die durch Umwelteinflüsse hervorgerufenen Belastungen.
Vorteile der Summarik:
- Leichte Verständlichkeit
- einfache Handhabung
- geringerer Personaleinsatz innerhalb der zuständigen Fachabteilung.
Die Arbeitsbewertung nach einem analytischen Verfahren ist in vielen Tarifverträgen dahingehend geregelt, als dass so ein Verfahren die Zustimmung der Tarifvertragsparteien voraussetzt. Das im jeweiligen Betrieb zur Anwendung kommende Verfahren muss dann in einer Betriebsvereinbarung geregelt werden.
Die analytische Methode geht von der Arbeitsanalyse aus. Hierbei wird die gesamte Schwierigkeit, die eine Arbeit an den Menschen stellt, in einzelne Arbeitsanforderungen zerlegt. Die Arbeitsanforderungen sind in der Regel in folgende Hauptgruppen unterteilt:
- Können
- Belastung
- Verantwortung
- Umgebungseinflüsse
Die Summe der einzelnen bewerteten Arbeitsanforderungen ergibt einen Arbeitswert, der in die jeweilige Arbeitswert/Lohngruppe einzuordnen ist. Die Anzahl der Arbeitswert-/Lohngruppen und die ihnen zugeordneten Lohnbeträge legen jeweils die Tarifparteien fest.
Vorteile der Analytik:
- Aufgrund detaillierter, analytischer Unterlagen wird das Auffinden, die Auswahl, die Einstellung und die Einarbeitung geeigneter Arbeitskräfte erleichtert.
- Aufgrund der aus der Arbeitsanalyse bekannten körperlichen und geistigen Anforderungen und der Umgebungseinflüsse lassen sich gezielt Belastungen feststellen und abbauen.
Als Grundlage für die analytische Arbeitsbewertung dienst die Arbeitsbeschreibung. Die Arbeitsbeschreibung besteht in einer systematischen Beschreibung des Arbeitssystems und ggf. der Arbeitssituation.
Man muss sich bewusst sein, dass die Beschreibung einer Arbeit immer nur eine Momentaufnahme sich stetig verändernder und fortentwickelnder Gegebenheiten sein kann: Die anscheinend gleiche Arbeit wurde vor 5 Jahren anders ausgeführt als heute und wird in 5 Jahren voraussichtlich abermals auf andere Art erledigt werden. Die Arbeitsbeschreibung muss den bei der „Momentaufnahme“ vorliegenden Zustand genau festhalten, dass jede vernünftige Veränderung der Art und Weise der Ausführung der beschriebenen Arbeitsaufgabe erkennbar wird, denn nur dann können solche Veränderungen z.B. bei einer Lohnüberprüfung richtig berücksichtigt werden. Man spricht hierbei auch von der Reproduzierbarkeit der Daten. Derart genaue Beschreibungen werden zwar nach kurzer Zeit veraltet erscheinen – „das machen wir doch schon längst anders“ – aber das ist in diesem Fall kein Mangel.
Andererseits muss man sich hüten, in das andere Extrem zu weit ins Einzelne gehender, allzu umfangreicher Beschreibungen zu verfallen. Wenn beim Bewerten erst zu viele Seiten Text gelesen, verstanden und zu einem Urteil verdichtet werden müssen, ist die Gefahr groß, dass das Wesentliche vom Nebensächlichen überwuchert, die Bewertung zeitlich zu aufwendig und der entsprechende Text mehr überflogen als zu gründlich studiert wird; Treffsicherheit und Zuverlässigkeit der Bewertung würden darunter leiden. Es gilt also, alle Einzelheiten, auf die es bei der Bewertung ankommt, herauszufinden und allein diese so genau, so verständlich, so übersichtlich uns so prägnat-knapp wie möglich darzustellen. Bild, Zeichnung, Diagramm können hier eine große Hilfe sein – vorausgesetzt, dass man sie auf das zu konzentrieren versteht, auf was es bei der Bewertung ankommt.
Grundregeln
Gleich bezeichnete Arbeitsaufgaben können im Bezug auf die Anforderungen sehr unterschiedlich sein. Die Anforderungen können daher nur bestimmt werden, wenn alle beeinflussenden Einzelheiten aus dem Arbeitsbereich bekannt sind.
1. Die Beschreibung muss eindeutig sein. Es muss klar daraus hervorgehen, um welche Arbeitsaufgabe es sich handelt. Es dürfen keine Verwechslungen mit Arbeiten möglich sein, die ggf. leichter oder schwieriger sind. Nachdem die Beschreibung einer Arbeit immer nur auf eine bestimmte Situation bezogen ist uns sich ständig ändern kann, müssen z.T. auch betriebliche „Selbstverständlichkeiten“ aufgenommen werden. Bei der Bewertung ähnlicher Arbeitsaufgaben lassen sich die Unterschiede dann klarer erkennen.
2. Die Beschreibung muss richtig sein. Sie darf keine sachlichen Fehler, unrichtige Zusätze oder Übertreibungen enthalten. Zum Beschreiben der Arbeitsaufgabe müssen alle wesentliche Einzelheiten der Arbeit, d.h. all die, die anforderungsrelevant sind, bekannt sein. Die Beschreibung der Arbeitsaufgabe darf nicht vom „grünen Tisch“ aus erfolgen; deshalb muss die Arbeitsaufgabe in der Regel zunächst vor Ort besichtigt werden.
3. Die Beschreibung muss ausführlich sein. Sie muss alle Merkmale der zu beschreibenden Arbeitsaufgabe erfassen. Andererseits soll sie jedoch keine Einzelheiten enthalten, die ohne Einfluss auf die Bewertung sind.
4. Die Beschreibung muss allgemein verständlich sein. Auch der Mitarbeiter in der Fertigung soll die Beschreibung verstehen können.
5. Die Beschreibung muss sachlich sein. Für das Beschreiben von Arbeitsaufgaben sind nur charakterisierende Tatsachen, jedoch keine wertenden Begriffe zu verwenden. Beispielsweise darf in der Beschreibung nicht von „hoher Muskelbelastung“ gesprochen werden. Vielmehr muss aus den angegebenen Daten (Kräfte, Gewichte, Zeitablauf etc.) erkennbar sein, welche Höhe und Dauer der Muskelbelastung im Vergleich zu anderen Arbeiten vorliegt.
6. Die Beschreibung muss einheitlich sein.
Die einheitliche Systematik der Arbeitsbeschreibung hilft, die oben genannten Gesichtspunkte zu verwirklichen. Damit wird erreicht, dass bestimmte Aufgaben ohne langes Suchen stets an der gleichen Stelle zu finden sind. Es ist schlicht und einfach nichts anderes, als die Einhaltung eines definierten Standards.
In der Arbeitsbeschreibung sind die Arbeitsaufgaben, die Arbeitsabläufe und die Arbeitsumstände genau und vollständig zu darzustellen. Die Arbeitsbeschreibung ist daher wie folgt gegliedert:
Benennung der Arbeitsaufgabe
Die Arbeitsaufgabe ist möglichst kurz so eindeutig zu umreißen, dass Verwechslungen mit anderen, ähnlichen Richtbeispielen vermieden werden. Die Bezeichnung wird im Wesentlichen aus der Angabe der Tätigkeit, des Werkstückes und einer speziellen Angabe zum Unterscheiden von ähnlichen Beispielen versehen, z.B. „drehen einer Achse mm Ø x mm“.
Werkstück
Der Gegenstand, welcher der Arbeitsaufgabe zugrunde liegt, ist eindeutig anzugeben. Als Werkstück gilt das im Vollzuge der zu bewertenden Arbeitsaufgabe entstehende Produkt. So ist z.B. bei einer Stanzarbeit nicht der vorgeschnittene Streifen, sondern das daraus ausgeschnittene Teil der eigentliche Arbeitsgegenstand. Da jedoch auch die Streifenabmessungen u.a. für die Bewertung wesentlich sein können, sind auch diese Angaben notwendig. Es ist also ggf. anzugeben:
- Was hergestellt , bearbeitet oder transportiert wird.
- Aus welchen Einzelteilen, Rohmaterialien usw. gefertigt bzw. wie der Anlieferungs- oder Vorbearbeitungszustand (z.B. „vorgedreht“) ist.
Im Einzelnen muss ggf. angegeben werden:
Werkstückbezeichnung mit Abmessungen, Werk- oder Rohstoff mit Abmessungen, Gewicht, Zustand, ferner bei Transportaufträgen: Transportgut nach Art, Form Abmessung, Gewicht und Verpackung.
Arbeitsunterlagen
Arbeitsunterlagen sind alle mündlichen und schriftlichen Anweisungen, Vorschriften uns sonstige Angaben, die der Betrieb den Mitarbeitern vorgibt. Dies können sein: schriftlicher und mündlicher Arbeitsauftrag; spezielle Einweisung; Unterlagen zur Arbeitsdurchführung wie z.B. Zeichnungen, Fertigungsplan, Tabellen, Bedienungs- und Prüfanleitungen, Richtlinien.
Betriebsmittel:
Betriebsmittel sind alle Betriebseinrichtungen, Arbeits-. Schutz- und Hilfsmittel, die zur ordnungsgemäßen Erledigung des Arbeitsauftrages erforderlich sind. Hierzu gehören:
- Bearbeitungsmaschinen (z.B. Dreh-, Fräs-, Schleifmaschine)
- Einrichtungen (z.B. Lackierstände)
- Sonderzubehör (z.B. automatische Prüf- und Messeinrichtungen)
- Vorrichtungen (z.B. Bohrvorrichtung)
- Werkzeuge (z.B. Drehstahl, Bohrer)
- Messgeräte (z.B. Schieblehre, Lehrdorn)
- Transportmittel (z.B. Förderband, Elektrokarren)
- Schutzmittel (z.B. Atemschutzmaske, Schutzhandschuhe)
- Hilfsmittel (z.B. Kühlmittel, Schleifpaste)
Die angegebenen Betriebsmittel sind durch erläuternde Angaben zu bezeichnen.
Arbeitsplatz
Die Beschreibung des Arbeitsplatzes muss die äußeren Umstände festhalten, unter denen die Arbeit auszuführen ist. Insbesondere muss daraus hervorgehen, ob uns in welchem Maße der Arbeitsraum und die benachbarten Arbeitsplätze Einfluss auf den Mitarbeiter haben. Es ist anzugeben:
1. Art des Arbeitsplatzes
Freier Arbeitsplatz
Dies ist ein Arbeitsplatz an einem Transportband, einer Maschine oder einer Werkbank; wobei die Arbeit unabhängig von anderen Einrichtungen, Mitarbeitern und dem Takt der Maschine ist.
Freier Mehrstellenplatz
Der Arbeitsplatz beinhaltet mehrere Arbeitsstellen (z.B. mehrere Maschinen); die Arbeit ist unabhängig von anderen Einrichtungen, Mitarbeitern und dem Takt der Maschinen.
Gebundener Arbeitsplatz
Hierbei handelt es sich um einen Arbeitsplatz an einem Taktband, einer Transferstraße oder sonstiger taktbestimmender Einrichtungen. Der Mitarbeiter ist an einer Stelle des Arbeitssystems an den vorgegebenen Takt bzw. an die Leistung anderer Mitarbeiter gebunden.
Gebundener Mehrstellenplatz
Hierbei arbeitet der Mitarbeiter an mehreren Stellen (Maschinen) uns ist dabei an einen vorgegebenen Takt bzw. an die Leistung von anderen Mitarbeitern gebunden.
Gruppen-Einzelplatz
Mehrere Mitarbeiter arbeiten gleichzeitig an einer Arbeitsaufgabe (z.B. Maschinenreparatur).
Gruppen-Mehrstellenplatz
Mehrere Mitarbeiter arbeiten gleichzeitig an mehreren Arbeitsaufgaben.
2. Körperhaltung während der Arbeit
z.B. Arbeitsverrichtung im Stehen, zeitweise in gebückter Haltung usw.
3. Arbeitsort
z.B. Werkstatt, auf einem Baugerüst, im Innern eines Kessels.
4. Arbeitsraum
mit seinen Abmessungen, den Lüftungs-, Heizungs- und Beleuchtungsverhältnissen.
5. Arbeitsplatzumgebung
z.B. welche Einrichtungen, Lärm, Wärmestrahlung, Geruchsbelästigung, Unfallgefahr u.a. verursachen.
Arbeitsvorgang und Arbeitsablauf
Die Darstellung des Arbeitsvorganges ist der wesentliche Inhalt jeder Arbeitsbeschreibung. Hierbei ist ganz besonders auf Verständlichkeit und Eindeutigkeit zu achten. Die folgenden Regeln sollten deshalb beachtet werden:
1. Beschreibung in der Gegenwartsform, möglichst in der Grundform, z.B. „Welle mit Hebezeug zur Maschine transportieren und zwischen Spitzen spannen“. Möglichst kurze Sätze bilden. Schachtelsätze vermeiden.
2. Der Arbeitsvorgang soll in der zeitlich richtigen Reihenfolge dargestellt werden, also ggf. mit den Rüstarbeiten beginnen.
3. Statt allgemeiner Angaben sind – soweit möglich – eindeutige Daten festzuhalten. Su muss z.B. statt „Welle mit großer Genauigkeit drehen“ das Toleranzfeld angegeben werden.
Fertigungsart
Für die Anforderungshöhe der Bewertungsmerkmal ist es wesentlich, in welchem Verhältnis die zu bewertende Tätigkeit zu den bereits ausgeführten Arbeiten steht. Es muss daher angegeben werden, ob es sich z.B. um Einzelfertigung im Wechsel mit unterschiedlichen Arbeiten handelt. Auch ein Hinweis auf die für die Tätigkeit benötigte Zeit (ggf. die Vorgabezeit) ist sinnvoll.